

Company News










Aging phenomenon and cleaning methods of wedge
Wedge is an important tool for wire bonding in the semiconductor packaging process. This article describes the phenomenon of wedge aging. The study shows that the causes of wedge aging are the wear of the wedge blade end face and the influence of the blade end face product. The wear of the wedge blade end face is irreversible. The wedge blade end face product can be removed by cleaning methods, so that the wedge can continue to be used before it fails due to wear.
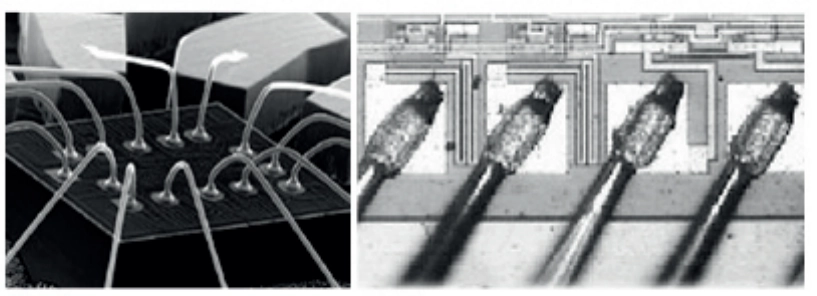
Bonding is one of the processes in the integrated circuit packaging industry. It uses metal wires such as gold wire, aluminum wire or gold and aluminum strips to connect the chip and the lead frame, so that the tiny chip can be interconnected with the external circuit. According to the welding methods of different shapes, it is divided into ball bonding and wedge bonding. The two have completely different first welding points and second welding points, so they have different spatial characteristics. Wedge bonding has a smaller spatial operation capability, reduces signal distortion between high frequencies, and makes the signal consistency better. At the same time, it is suitable for high-power product welding. The tool required is called bonding wedge.
Wedge aging phenomenon
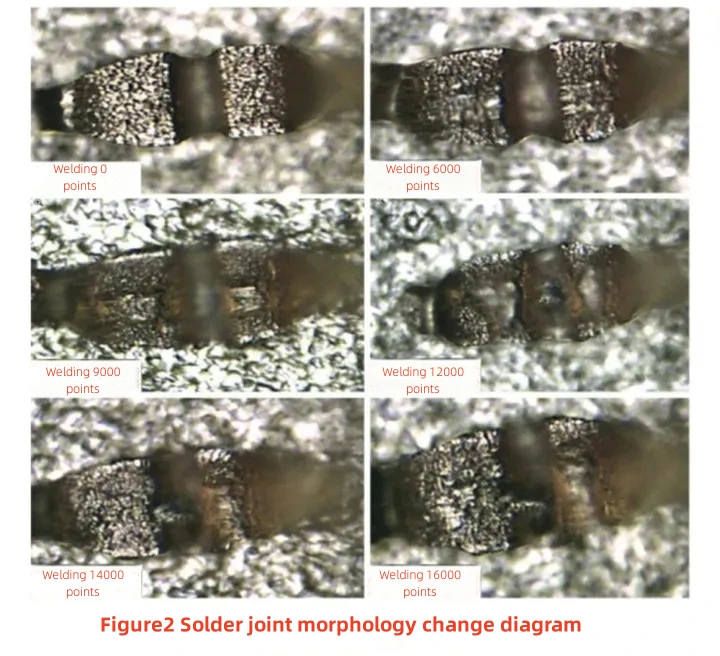
The end face of a new wedge is clean, smooth, and free of cracks and pits. After multiple welding, the wedge will adhere to pollutant particles and be partially damaged, resulting in wedge aging, which is mainly manifested in the deterioration of the solder joint morphology, the reduction of the lead pull-off force, and in severe cases, the wire will be broken or warped. In the actual operation of micro-assembly gold wire bonding, usually after 7000 to 9000 weldings, the operator will report problems such as excessive solder joint deformation or incomplete solder joints, and the service life of the wedge is far less than the factory's nominal value of 50,000 times. At this time, if the operator privately adjusts the welding parameters or welding techniques to obtain a better solder joint morphology, it will cause a cold solder joint. Figure 2 shows the solder joint morphology of a titanium carbide alloy bonding wedge under the same welding parameters and repeated gold wire welding on the same substrate, a new wedge and after 3000, 6000, 9000, 12000, 14000, and 16000 weldings. It can be seen that the solder joint morphology of the new wedge is good, but it deteriorates after 9,000 welding cycles, and cannot meet the inspection requirements after 16,000 welding cycles.
Causes and solutions for wedge aging
1. Wear on the end face of the cutter
During the wire bonding process, hot-press welding will apply pressure from the end face of the wedge , causing the lead and pad metal to be compressed to produce a certain mutual plastic deformation and close contact, and their molecules diffuse and firmly bond. Ultrasonic welding will generate ultrasonic power from the transducer to vibrate the wedge , generate ultrasonic frequency friction between the lead and pad metal, remove the oxide layer on the interface, and cause elastic deformation. Both of these bonding principles will cause the end face of the wedge to be stressed, and the end of the wedge will wear after multiple welding, resulting in severe deformation of the solder joint. Common bonding pads in the micro-assembly process include bare chip pads, printed circuit board pads, thin film circuit board pads, LTCC circuit board pads, and package metal box pads. In actual operation, the wear of the end face of the blade is more serious on the welding surface with high hardness and surface roughness, such as the wear of the package metal box pad is more serious than other pads.
In addition, the wear of the end face of the cutter head is also affected by the operation method. When manual bonding equipment is used for bonding operations, the operation method has a greater impact on the end face of the wedge . For example, if the operator's hands shake or use too much force during welding, the wear of the end face of the cutter head will be accelerated. This phenomenon often occurs when novices operate. When using automated equipment for bonding operations, the life of the wedge will be greatly improved because the operating parameters are controllable and highly consistent. During the wire bonding process, the wear of the end face of the cutter head is a natural loss and is inevitable. The only way is to avoid improper operation and reduce the wear of the wedge .
2. Cutting head end surface product
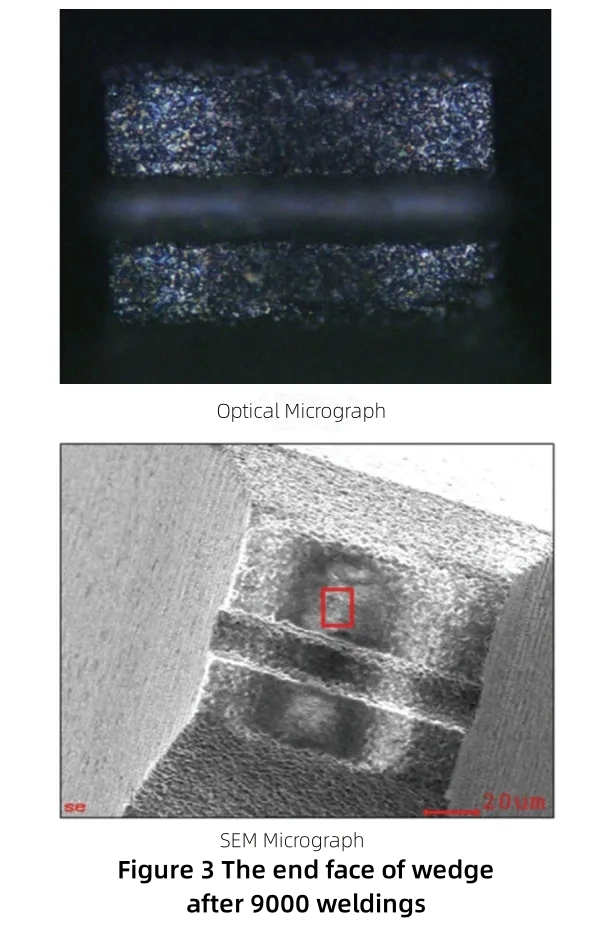
In the actual operation of wire bonding, it was found that the service life of some wedges was much shorter than the empirical life. Through microscopic observation, no obvious wear was found on the end face of the wedge , but a layer of film was attached to the end face. Figure 3 shows the optical micrograph and SEM micrograph of the end face of a wedge after 9000 weldings . It can be seen that a layer of film was attached to the end face of the wedge, which affected the flatness of the end face of the wedge and caused serious deformation of the solder joint.
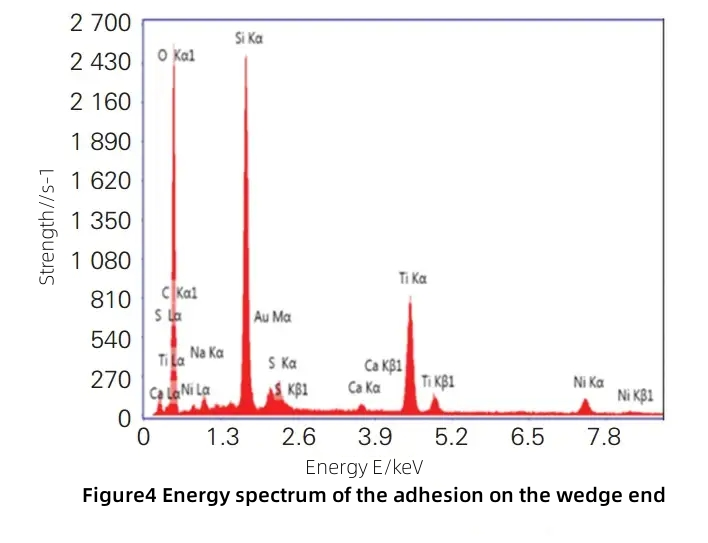
Through EDX spectrum analysis, it was found that the silicon and oxygen content in the film at the end of the wedge was high, as shown in Figure 4. Preliminary judgment is that silicon may come from chips, leads and substrates, etc. The silicon element gradually diffuses (or fuses) to the wedge during the bonding process , and accumulates on the end face of the wedge for a long time , affecting welding.
Wedge cleaning
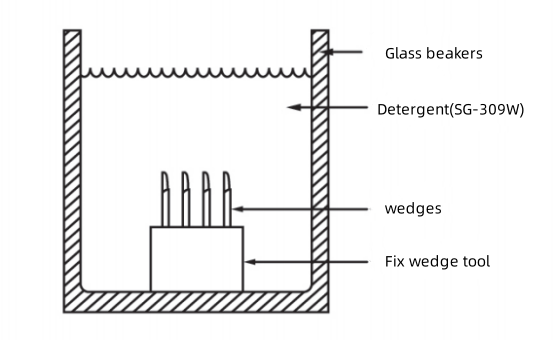
- Wedge cleaning agent: SG-309W
- Cleaning steps
①Prepare two containers, one filled with cleaning agent (the depth of the cleaning agent should be enough to cover the wedge), and the other filled with clean water;
②Put the wedge flat in a container of cleaning agent and soak it for 20-30 seconds. During the soaking process, use tweezers to hold the wedge and shake it back and forth 3-5 times. After the soaking is completed, immediately put the wedge into clean water;
③ Place the wedge vertically into the fixture (with the tip facing up), and vibrate it in an ultrasonic bath filled with clean water, isopropyl alcohol, or ethanol for 5 minutes. Then take out the wedge and use an air gun to dry the surface and the inside of the hole.
- Precautions
① The operation process encounters a wedge tip
② Wear rubber gloves during operation to avoid contact with wedge with bare hands
③The cleaning agent should not come into direct contact with the skin. If it comes into contact with the skin, rinse it with clean water immediately.
In conclusion
The wedge is installed on the Wire Bonder and is an important tool for micro-assembly wire bonding. This article introduces the aging phenomenon of the wedge and clarifies the two reasons for the aging phenomenon: the wear of the end face of the wedge blade and the generation of silicon and oxygen compounds on the end face of the blade. The wear of the end face of the wedge blade is irreversible. The generation of the end face of the wedge blade can be removed by cleaning methods, so that the wedge can continue to be used before it fails due to wear. If you want to know more about the wedge, such as materials, structure and selection ideas, please feel free to contact us. Thank you for your browsing.