

Unternehmens Nachrichten










Alterungsphänomen und Reinigungsmethoden des Keils
Keil ist ein wichtiges Werkzeug für das Drahtbonden im Halbleiter-Packaging-Prozess. Dieser Artikel beschreibt das Phänomen der Keilalterung. Die Studie zeigt, dass die Ursachen der Keilalterung im Verschleiß der Keilklingenstirnfläche und im Einfluss des Schaufelstirnflächenprodukts liegen. Der Verschleiß der Stirnfläche des Keilmessers ist irreversibel. Das Endflächenprodukt der Keilklinge kann durch Reinigungsmethoden entfernt werden, sodass der Keil weiter verwendet werden kann, bevor er aufgrund von Verschleiß ausfällt.
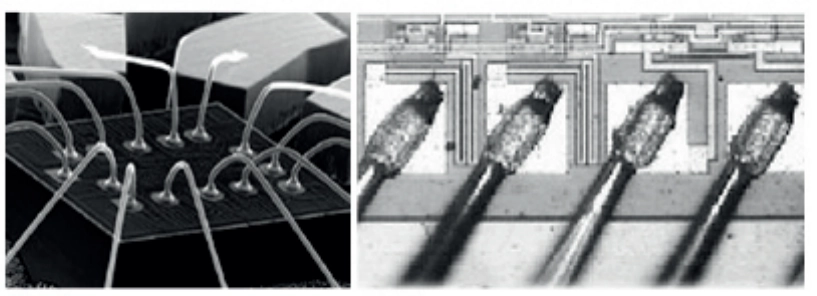
Bonden ist einer der Prozesse in der Verpackungsindustrie für integrierte Schaltkreise. Dabei werden Metalldrähte wie Golddraht, Aluminiumdraht oder Gold- und Aluminiumstreifen verwendet, um den Chip und den Leiterrahmen zu verbinden, sodass der winzige Chip mit dem externen Schaltkreis verbunden werden kann. Je nach Schweißmethode unterschiedlicher Form wird in Kugelbonden und Keilbonden unterteilt. Die beiden verfügen über völlig unterschiedliche erste Schweißpunkte und zweite Schweißpunkte, sodass sie unterschiedliche räumliche Eigenschaften aufweisen. Wedge-Bonding hat eine geringere räumliche Wirkungsfähigkeit, reduziert Signalverzerrungen zwischen hohen Frequenzen und verbessert die Signalkonsistenz. Gleichzeitig eignet es sich zum Hochleistungsschweißen von Produkten. Das benötigte Werkzeug heißt Klebekeil.
Phänomen der Keilalterung
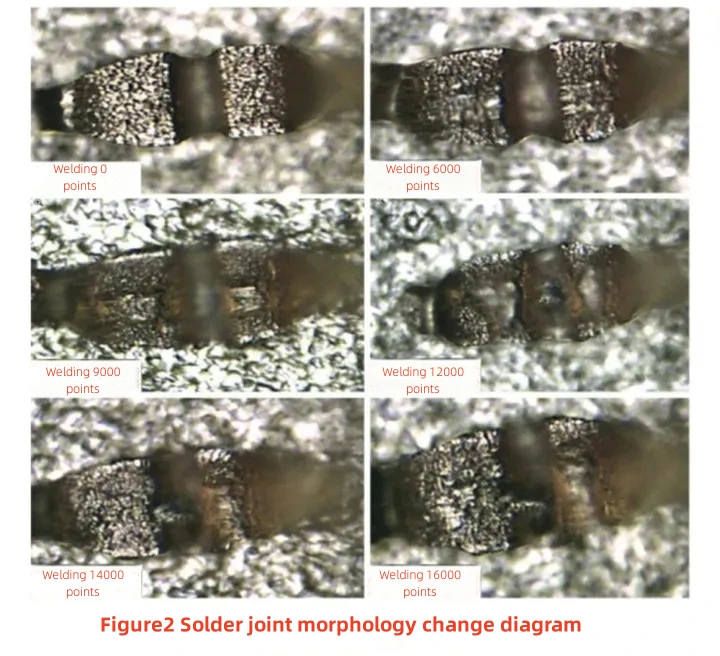
Die Endfläche eines neuen Keils ist sauber, glatt und frei von Rissen und Grübchen. Nach mehrmaligem Schweißen haftet der Keil an Schadstoffpartikeln und wird teilweise beschädigt, was zu einer Alterung des Keils führt, die sich vor allem in der Verschlechterung der Lötstellenmorphologie, der Verringerung der Abziehkraft des Bleis und in schweren Fällen in der Der Draht wird gebrochen oder verzogen. Im tatsächlichen Betrieb des Mikromontage-Golddrahtbondens, normalerweise nach 7000 bis 9000 Schweißungen, meldet der Bediener Probleme wie übermäßige Verformung der Lötstelle oder unvollständige Lötstellen, und die Lebensdauer des Keils liegt weit unter dem Nennwert des Werks von 50.000 Mal. Wenn der Bediener zu diesem Zeitpunkt die Schweißparameter oder Schweißtechniken privat anpasst, um eine bessere Lötstellenmorphologie zu erhalten, führt dies zu einer kalten Lötstelle. Abbildung 2 zeigt die Lötstellenmorphologie eines Bondkeils aus einer Titankarbidlegierung unter denselben Schweißparametern und wiederholtem Golddrahtschweißen auf demselben Substrat, einem neuen Keil und nach 3.000, 6.000, 9.000, 12.000, 14.000 und 16.000 Schweißungen. Es ist ersichtlich, dass die Lötstellenmorphologie des neuen Keils gut ist, sich jedoch nach 9.000 Schweißzyklen verschlechtert und die Prüfanforderungen nach 16.000 Schweißzyklen nicht mehr erfüllt.
Ursachen und Lösungen für Wedge-Aging
1. Verschleiß an der Stirnfläche des Fräsers
Während des Drahtbondprozesses wird beim Heißpressschweißen Druck von der Endfläche des Keils ausgeübt, wodurch das Blei- und Pad-Metall zusammengedrückt wird, um eine gewisse gegenseitige plastische Verformung und einen engen Kontakt zu erzeugen, und ihre Moleküle diffundieren und fest miteinander verbunden werden. Beim Ultraschallschweißen wird vom Wandler Ultraschallenergie erzeugt, um den Keil in Schwingungen zu versetzen, Ultraschallfrequenzreibung zwischen der Leitung und dem Polstermetall zu erzeugen, die Oxidschicht an der Grenzfläche zu entfernen und eine elastische Verformung zu verursachen. Beide Verbindungsprinzipien führen dazu, dass die Endfläche des Keils beansprucht wird und das Ende des Keils nach mehrmaligem Schweißen verschleißt, was zu einer starken Verformung der Lötverbindung führt. Zu den gängigen Bonding-Pads im Mikromontageprozess gehören Bare-Chip-Pads, Leiterplatten-Pads, Dünnschicht-Leiterplatten-Pads, LTCC-Leiterplatten-Pads und Gehäuse-Metallbox-Pads. Im tatsächlichen Betrieb ist der Verschleiß der Endfläche der Klinge auf der Schweißfläche mit hoher Härte und Oberflächenrauheit schwerwiegender, beispielsweise ist der Verschleiß des Metallkastenpolsters des Pakets schwerwiegender als bei anderen Polstern.
Darüber hinaus wird der Verschleiß der Stirnfläche des Messerkopfes auch durch die Arbeitsweise beeinflusst. Wenn für Klebevorgänge manuelle Klebegeräte verwendet werden, hat die Operationsmethode einen größeren Einfluss auf die Endfläche des Keils. Wenn beispielsweise die Hände des Bedieners beim Schweißen zittern oder zu viel Kraft aufwendet, beschleunigt sich der Verschleiß der Stirnfläche des Schneidkopfes. Dieses Phänomen tritt häufig bei unerfahrenen Operationen auf. Bei Verwendung automatisierter Geräte für Bondvorgänge wird die Lebensdauer des Keils erheblich verbessert, da die Betriebsparameter kontrollierbar und äußerst konsistent sind. Während des Drahtbondprozesses ist der Verschleiß der Endfläche des Messerkopfes ein natürlicher Verlust und unvermeidlich. Nur so können Fehlbedienungen vermieden und der Verschleiß des Keils verringert werden.
2. Schneidkopfendoberflächenprodukt
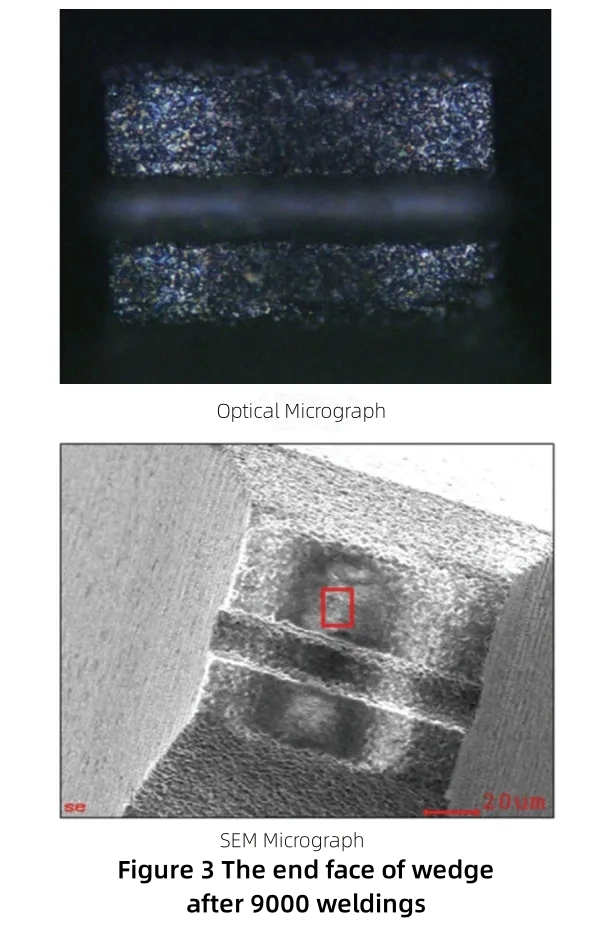
Beim tatsächlichen Drahtbonden wurde festgestellt, dass die Lebensdauer einiger Keile viel kürzer war als die empirische Lebensdauer. Durch mikroskopische Beobachtung wurde kein offensichtlicher Verschleiß an der Endfläche des Keils festgestellt, jedoch war an der Endfläche eine Filmschicht angebracht. Abbildung 3 zeigt die lichtmikroskopische Aufnahme und die REM-Aufnahme der Stirnfläche eines Keils nach 9000 Schweißungen. Es ist zu erkennen, dass an der Endfläche des Keils eine Folienschicht angebracht war, die die Ebenheit der Endfläche des Keils beeinträchtigte und zu einer starken Verformung der Lötverbindung führte.
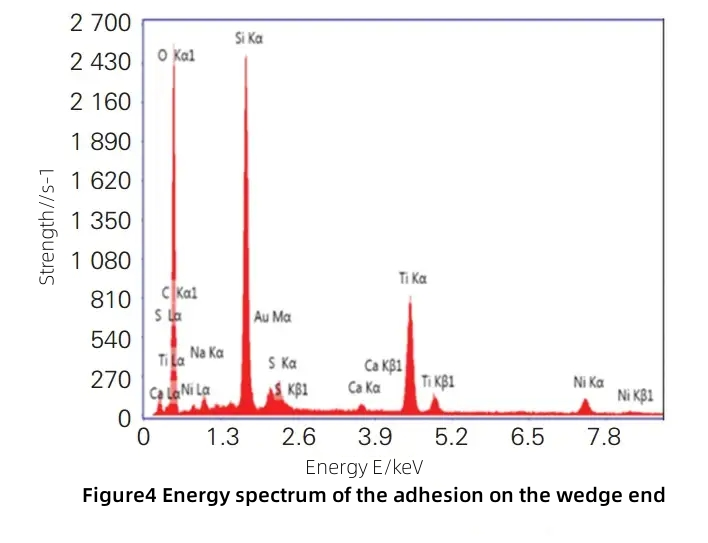
Durch die EDX-Spektrumanalyse wurde festgestellt, dass der Silizium- und Sauerstoffgehalt im Film am Ende des Keils hoch war, wie in Abbildung 4 dargestellt. Eine vorläufige Einschätzung geht davon aus, dass Silizium von Chips, Leitungen und Substraten usw. stammen kann. Das Silizium Während des Klebevorgangs diffundiert (oder verschmilzt) das Element allmählich zum Keil und sammelt sich über einen langen Zeitraum an der Endfläche des Keils an, was die Schweißung beeinträchtigt.
Keilreinigung
- Keilreinigungsmittel: SG-309W
- Reinigungsschritte
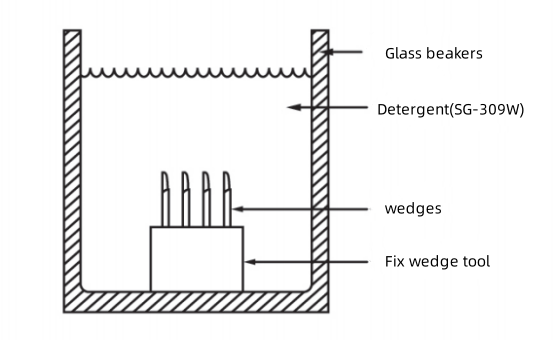
①Bereiten Sie zwei Behälter vor, einen mit Reinigungsmittel (die Tiefe des Reinigungsmittels sollte ausreichen, um den Keil zu bedecken) und den anderen mit sauberem Wasser.
②Legen Sie den Keil flach in einen Behälter mit Reinigungsmittel und lassen Sie ihn 20–30 Sekunden lang einweichen. Halten Sie den Keil während des Einweichvorgangs mit einer Pinzette fest und schütteln Sie ihn 3-5 Mal hin und her. Nachdem das Einweichen abgeschlossen ist, legen Sie den Keil sofort in sauberes Wasser.
③ Platzieren Sie den Keil senkrecht in der Vorrichtung (mit der Spitze nach oben) und lassen Sie ihn 5 Minuten lang in einem Ultraschallbad mit sauberem Wasser, Isopropylalkohol oder Ethanol vibrieren. Nehmen Sie dann den Keil heraus und trocknen Sie die Oberfläche und das Innere des Lochs mit einer Luftpistole.
- Vorsichtsmaßnahmen
① Der Operationsprozess stößt auf eine Keilspitze
② Tragen Sie während des Betriebs Gummihandschuhe, um den Kontakt des Keils mit bloßen Händen zu vermeiden
③Das Reinigungsmittel sollte nicht direkt mit der Haut in Berührung kommen. Bei Hautkontakt sofort mit klarem Wasser abspülen.
ICHn Fazit
Der Keil wird auf dem Wire Bonder installiert und ist ein wichtiges Werkzeug für das Mikromontage-Drahtbonden. In diesem Artikel wird das Alterungsphänomen des Keils vorgestellt und die beiden Gründe für das Alterungsphänomen erläutert: der Verschleiß der Endfläche der Keilklinge und die Bildung von Silizium- und Sauerstoffverbindungen an der Endfläche der Klinge. Der Verschleiß der Stirnseite des Keilmessers ist irreversibel. Die Bildung der Stirnfläche des Keilblattes kann durch Reinigungsmethoden entfernt werden, so dass der Keil weiter verwendet werden kann, bevor er durch Verschleiß ausfällt. Wenn Sie mehr über den Keil erfahren möchten, zMaterialien, Struktur und Auswahlideen, zögern Sie nichtkontaktiere uns . Vielen Dank für Ihr Stöbern.