

اخبار شرکت










پدیده پیری و روش های تمیز کردن گوه
گوه ابزار مهمی برای اتصال سیم در فرآیند بسته بندی نیمه هادی است. این مقاله پدیده پیری گوه ای را شرح می دهد. این مطالعه نشان می دهد که علل پیری گوه، سایش صفحه انتهایی تیغه گوه و تأثیر محصول صفحه انتهایی تیغه است. سایش صفحه انتهایی تیغه گوه برگشت ناپذیر است. محصول لبه انتهایی تیغه گوه ای را می توان با روش های تمیز کردن جدا کرد تا قبل از اینکه به دلیل سایش از کار بیفتد می توان از گوه استفاده کرد.
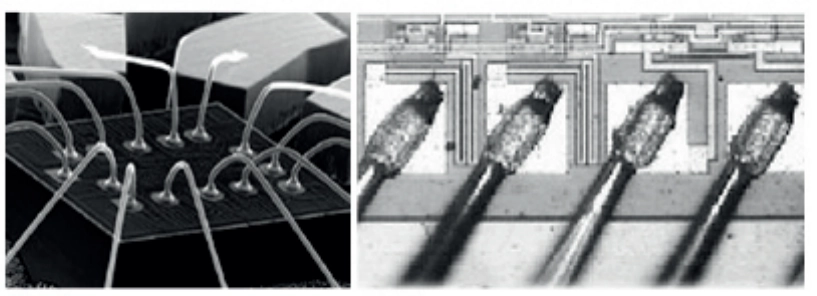
باندینگ یکی از فرآیندهای صنعت بسته بندی مدار مجتمع است. برای اتصال تراشه و قاب سرب از سیمهای فلزی مانند سیم طلا، سیم آلومینیوم یا نوارهای طلایی و آلومینیومی استفاده میکند تا تراشه کوچک به مدار خارجی متصل شود. با توجه به روش های جوشکاری اشکال مختلف، آن را به باندینگ توپی و باندینگ گوه ای تقسیم می کنند. این دو نقطه جوش اول و نقطه جوش دوم کاملا متفاوت هستند، بنابراین ویژگی های مکانی متفاوتی دارند. پیوند گوه ای قابلیت عملیات فضایی کمتری دارد، اعوجاج سیگنال بین فرکانس های بالا را کاهش می دهد و ثبات سیگنال را بهتر می کند. در عین حال برای جوشکاری محصول با قدرت بالا مناسب است. ابزار مورد نیاز باندینگ گوه نام دارد.
پدیده پیری گوه
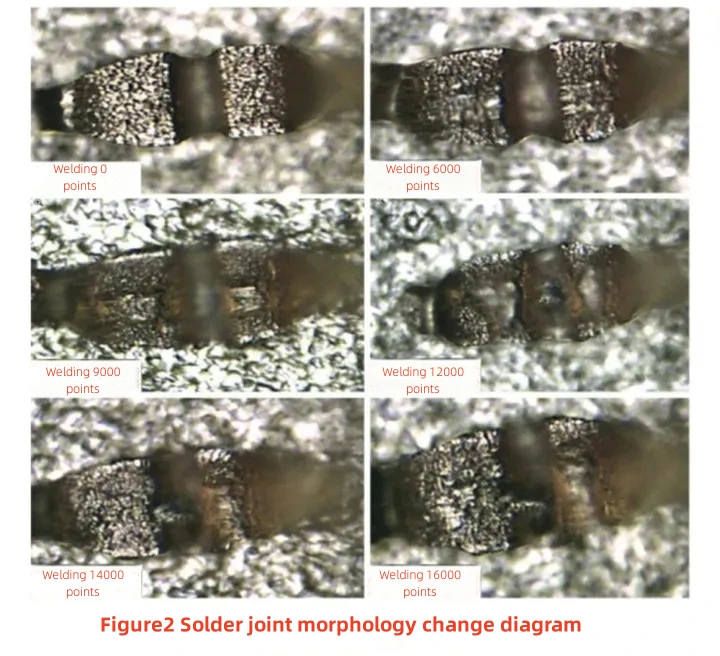
صفحه انتهایی گوه جدید تمیز، صاف و عاری از ترک و سوراخ است. پس از جوشکاری چندگانه، گوه به ذرات آلاینده میچسبد و تا حدی آسیب میبیند و در نتیجه پیری گوه ایجاد میشود که عمدتاً در بدتر شدن مورفولوژی اتصال لحیم کاری، کاهش نیروی کشش سرب و در موارد شدید، آشکار میشود. سیم شکسته یا تابیده خواهد شد. در عملیات واقعی اتصال سیم طلای ریز مونتاژ، معمولاً پس از 7000 تا 9000 جوش، اپراتور مشکلاتی مانند تغییر شکل بیش از حد اتصال لحیم کاری یا اتصالات لحیم کاری ناقص را گزارش می دهد و عمر مفید گوه به مراتب کمتر از مقدار اسمی کارخانه است. از 50000 بار در این زمان، اگر اپراتور به طور خصوصی پارامترهای جوشکاری یا تکنیک های جوشکاری را برای به دست آوردن مورفولوژی اتصال لحیم کاری بهتر تنظیم کند، باعث ایجاد اتصال لحیم سرد می شود. شکل 2 مورفولوژی اتصال لحیم کاری یک گوه پیوندی آلیاژی کاربید تیتانیوم را تحت پارامترهای جوشی مشابه و جوشکاری مکرر مفتول طلا بر روی همان بستر، یک گوه جدید و پس از 3000، 6000، 9000، 12000، 14000 و 1600 نشان می دهد. مشاهده می شود که مورفولوژی اتصال لحیم کاری گوه جدید خوب است، اما پس از 9000 چرخه جوش بدتر می شود و نمی تواند الزامات بازرسی را پس از 16000 چرخه جوش برآورده کند.
علل و راه حل های پیری گوه ای
1. در قسمت انتهایی کاتر بپوشید
در طول فرآیند اتصال سیم، جوشکاری با فشار داغ از سطح انتهایی گوه فشار وارد میکند و باعث میشود که سرب و فلز لنت فشرده شوند تا تغییر شکل پلاستیکی متقابل و تماس نزدیک ایجاد کنند و مولکولهای آنها پخش و محکم شوند. جوشکاری اولتراسونیک نیروی مافوق صوت را از مبدل تولید می کند تا گوه را به لرزه درآورد، اصطکاک فرکانس اولتراسونیک بین سرب و فلز لنت ایجاد کند، لایه اکسید روی رابط را حذف کند و باعث تغییر شکل الاستیک شود. هر دوی این اصول پیوند باعث می شوند که سطح انتهایی گوه تحت فشار قرار گیرد و انتهای گوه پس از جوشکاری های متعدد فرسوده می شود و در نتیجه باعث تغییر شکل شدید محل اتصال لحیم می شود. پدهای اتصال متداول در فرآیند مونتاژ میکرو شامل پدهای تراشه برهنه، پدهای مدار چاپی، پدهای برد مدار فیلم نازک، پدهای برد مدار LTCC و پدهای جعبه فلزی بسته بندی می شوند. در عملیات واقعی، سایش وجه انتهایی تیغه روی سطح جوش با سختی و زبری سطح بالا جدی تر است، مانند سایش لنت جعبه فلزی پکیج نسبت به سایر لنت ها جدی تر است.
علاوه بر این، سایش وجه انتهایی سر کاتر نیز تحت تأثیر روش کار قرار می گیرد. هنگامی که از تجهیزات اتصال دستی برای عملیات اتصال استفاده می شود، روش عملیات تأثیر بیشتری بر روی سطح انتهایی گوه دارد. به عنوان مثال، اگر در حین جوشکاری دست های اپراتور تکان بخورد یا نیروی زیادی به کار برد، سایش قسمت انتهایی سر کاتر تسریع می شود. این پدیده اغلب زمانی رخ می دهد که افراد تازه کار کار می کنند. هنگام استفاده از تجهیزات خودکار برای عملیات اتصال، عمر گوه بسیار بهبود می یابد زیرا پارامترهای عملیاتی قابل کنترل و بسیار سازگار هستند. در طول فرآیند اتصال سیم، سایش وجه انتهایی سر کاتر یک ضرر طبیعی است و اجتناب ناپذیر است. تنها راه جلوگیری از عملکرد نامناسب و کاهش سایش گوه است.
2. محصول سطح انتهایی سر برش
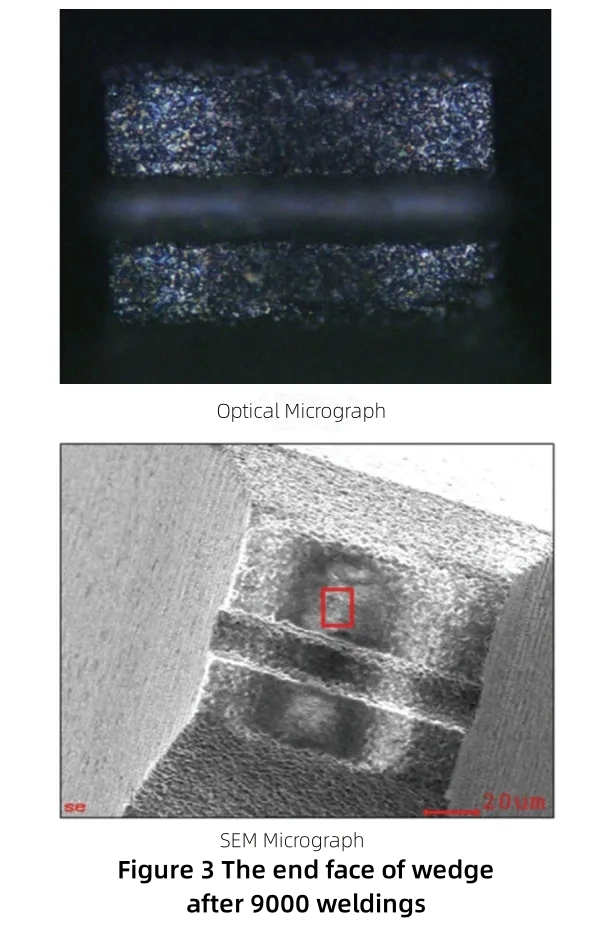
در عملیات واقعی اتصال سیم، مشخص شد که عمر مفید برخی از گوه ها بسیار کمتر از عمر تجربی است. از طریق مشاهدات میکروسکوپی، هیچ سایش آشکاری در وجه انتهایی گوه مشاهده نشد، اما لایهای از فیلم به صفحه انتهایی چسبیده بود. شکل 3 میکروگراف نوری و میکروگراف SEM صفحه انتهایی گوه را پس از 9000 جوش نشان می دهد. مشاهده می شود که لایه ای از فیلم به وجه انتهایی گوه چسبانده شده است که بر صافی سطح انتهایی گوه تأثیر گذاشته و باعث تغییر شکل جدی محل اتصال لحیم شده است.
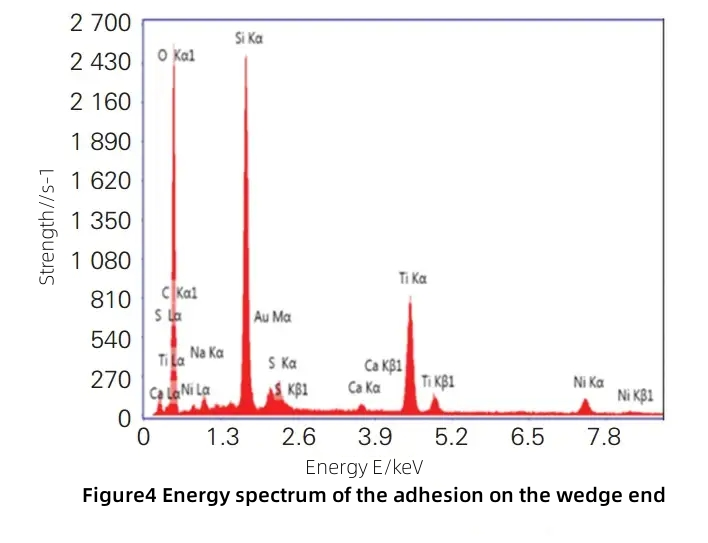
از طریق تجزیه و تحلیل طیف EDX، مشخص شد که محتوای سیلیکون و اکسیژن در فیلم در انتهای گوه بالا است، همانطور که در شکل 4 نشان داده شده است. قضاوت اولیه این است که سیلیکون ممکن است از تراشه ها، سرب ها و بسترها و غیره باشد. عنصر به تدریج در طول فرآیند اتصال به گوه پخش می شود (یا فیوز می شود) و برای مدت طولانی در سطح انتهایی گوه تجمع می یابد و بر جوشکاری تأثیر می گذارد.
تمیز کردن گوه
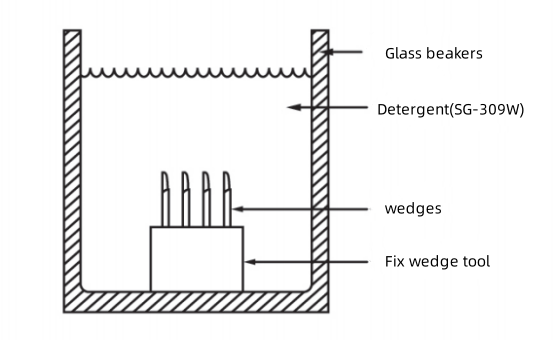
- عامل تمیز کننده گوه: SG-309W
- مراحل تمیز کردن
①دو ظرف، یکی پر از ماده تمیزکننده (عمق ماده تمیز کننده باید به اندازه ای باشد که گوه را بپوشاند) و دیگری پر از آب تمیز آماده کنید.
②گوه را در ظرفی از ماده تمیزکننده قرار دهید و آن را به مدت 20 تا 30 ثانیه خیس کنید. در طول فرآیند خیساندن، از موچین برای نگه داشتن گوه استفاده کنید و آن را 3-5 بار به جلو و عقب تکان دهید. پس از اتمام خیساندن، فورا گوه را در آب تمیز قرار دهید.
③ گوه را به صورت عمودی در فیکسچر قرار دهید (با نوک آن رو به بالا)، و آن را در یک حمام اولتراسونیک پر از آب تمیز، ایزوپروپیل الکل یا اتانول به مدت 5 دقیقه ارتعاش دهید. سپس گوه را بیرون بیاورید و با تفنگ بادی سطح و داخل سوراخ را خشک کنید.
- موارد احتیاط
① فرآیند عملیات با نوک گوه مواجه می شود
② در حین کار دستکش لاستیکی بپوشید تا از تماس با گوه با دست خالی خودداری کنید
③ماده تمیز کننده نباید مستقیماً با پوست تماس داشته باشد. اگر با پوست تماس پیدا کرد، بلافاصله آن را با آب تمیز بشویید.
منn نتیجه گیری
گوه بر روی Wire Bonder نصب می شود و ابزار مهمی برای اتصال سیم میکرو مونتاژ می باشد. این مقاله به معرفی پدیده پیری گوه می پردازد و دو دلیل پدیده پیری را روشن می کند: ساییدگی صفحه انتهایی تیغه گوه و تولید ترکیبات سیلیکونی و اکسیژن در سطح انتهایی تیغه. سایش قسمت انتهایی تیغه گوه برگشت ناپذیر است. تولید صفحه انتهایی تیغه گوه را می توان با روش های تمیز کردن حذف کرد تا قبل از اینکه گوه به دلیل سایش از کار بیفتد می توان به استفاده از آن ادامه داد. اگر می خواهید در مورد گوه بیشتر بدانید، مانندمواد، ساختار و ایده های انتخاب، لطفا احساس راحتی کنیدبا ما تماس بگیرید . ممنون از مرور شما