

Nouvelles de la société










Phénomène de vieillissement et méthodes de nettoyage du coin
Coin est un outil important pour la liaison des fils dans le processus d'emballage des semi-conducteurs. Cet article décrit le phénomène de vieillissement en coin. L'étude montre que les causes du vieillissement des coins sont l'usure de l'extrémité de la lame du coin et l'influence du produit de l'extrémité de la lame. L’usure de l’extrémité de la lame en coin est irréversible. Le produit de la face d'extrémité de la lame de coin peut être retiré par des méthodes de nettoyage, de sorte que le coin puisse continuer à être utilisé avant qu'il ne tombe en panne en raison de l'usure.
La liaison est l'un des processus de l'industrie du conditionnement de circuits intégrés. Il utilise des fils métalliques tels que du fil d'or, du fil d'aluminium ou des bandes d'or et d'aluminium pour connecter la puce et la grille de connexion, de sorte que la petite puce puisse être interconnectée avec le circuit externe. Selon les méthodes de soudage de différentes formes, il est divisé en collage à billes et en collage par coin. Les deux ont des premiers points de soudure et des seconds points de soudure complètement différents, ils ont donc des caractéristiques spatiales différentes. La liaison compensée a une capacité de fonctionnement spatiale plus petite, réduit la distorsion du signal entre les hautes fréquences et améliore la cohérence du signal. En même temps, il convient au soudage de produits à haute puissance. L'outil requis s'appelle un coin de liaison.
Phénomène de vieillissement en coin
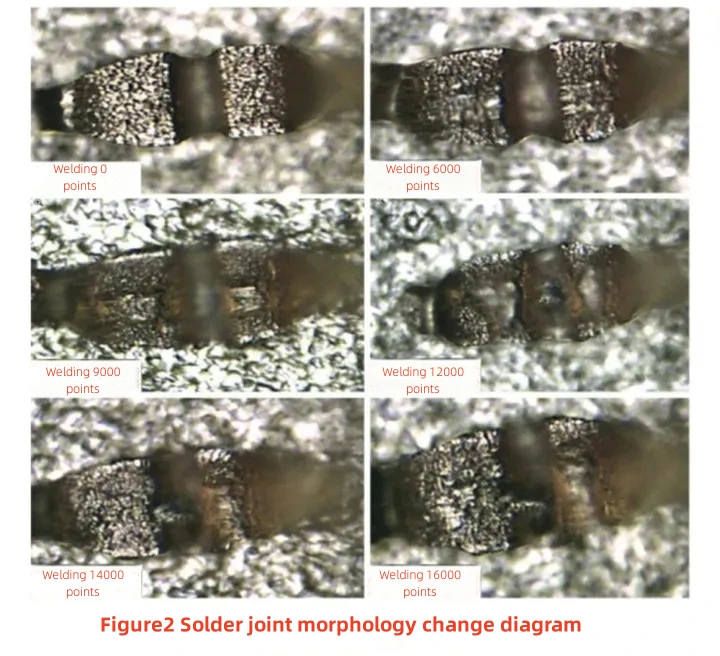
La face d'extrémité d'une nouvelle cale est propre, lisse et exempte de fissures et de piqûres. Après plusieurs soudages, le coin adhère aux particules polluantes et est partiellement endommagé, ce qui entraîne un vieillissement du coin, qui se manifeste principalement par la détérioration de la morphologie du joint de soudure, la réduction de la force d'arrachement du plomb et, dans les cas graves, le le fil sera cassé ou déformé. Dans le fonctionnement réel de la liaison par fil d'or par micro-assemblage, généralement après 7 000 à 9 000 soudures, l'opérateur signalera des problèmes tels qu'une déformation excessive des joints de soudure ou des joints de soudure incomplets, et la durée de vie de la cale est bien inférieure à la valeur nominale de l'usine. de 50 000 fois. À ce stade, si l'opérateur ajuste en privé les paramètres de soudage ou les techniques de soudage pour obtenir une meilleure morphologie du joint de soudure, cela provoquera un joint de soudure à froid. La figure 2 montre la morphologie du joint de soudure d'une cale de liaison en alliage de carbure de titane sous les mêmes paramètres de soudage et un soudage répété au fil d'or sur le même substrat, une nouvelle cale et après 3 000, 6 000, 9 000, 12 000, 14 000 et 16 000 soudures. On peut voir que la morphologie du joint de soudure du nouveau coin est bonne, mais elle se détériore après 9 000 cycles de soudage et ne peut pas répondre aux exigences d'inspection après 16 000 cycles de soudage.
Causes et solutions au vieillissement en coin
1. Usure sur l'extrémité de la fraise
Pendant le processus de liaison des fils, le soudage par presse à chaud appliquera une pression depuis la face d'extrémité de la cale, provoquant la compression du plomb et du métal du tampon pour produire une certaine déformation plastique mutuelle et un contact étroit, et leurs molécules se diffusent et se lient fermement. Le soudage par ultrasons générera une puissance ultrasonique à partir du transducteur pour faire vibrer le coin, générera un frottement à fréquence ultrasonore entre le plomb et le métal du tampon, éliminera la couche d'oxyde sur l'interface et provoquera une déformation élastique. Ces deux principes de liaison entraîneront une contrainte sur la face d'extrémité de la cale et l'extrémité de la cale s'usera après plusieurs soudages, ce qui entraînera une déformation importante du joint de soudure. Les plots de liaison courants dans le processus de micro-assemblage comprennent les plots de puces nues, les plots de circuits imprimés, les plots de circuits imprimés à couches minces, les plots de circuits imprimés LTCC et les plots de boîtier métallique d'emballage. En fonctionnement réel, l'usure de la face d'extrémité de la lame est plus grave sur la surface de soudage avec une dureté et une rugosité de surface élevées, comme l'usure du tampon de la boîte métallique de l'emballage est plus grave que les autres tampons.
De plus, l'usure de la face d'extrémité de la tête de coupe est également affectée par la méthode de fonctionnement. Lorsqu'un équipement de collage manuel est utilisé pour les opérations de collage, la méthode de fonctionnement a un plus grand impact sur la face d'extrémité du coin. Par exemple, si les mains de l'opérateur tremblent ou utilisent trop de force pendant le soudage, l'usure de l'extrémité de la tête de coupe sera accélérée. Ce phénomène se produit souvent lorsque des novices opèrent. Lors de l'utilisation d'un équipement automatisé pour les opérations de collage, la durée de vie de la cale sera grandement améliorée car les paramètres de fonctionnement sont contrôlables et hautement cohérents. Pendant le processus de liaison par fil, l'usure de la face d'extrémité de la tête de coupe est une perte naturelle et est inévitable. Le seul moyen est d'éviter un mauvais fonctionnement et de réduire l'usure de la cale.
2. Produit de surface d'extrémité de tête de coupe
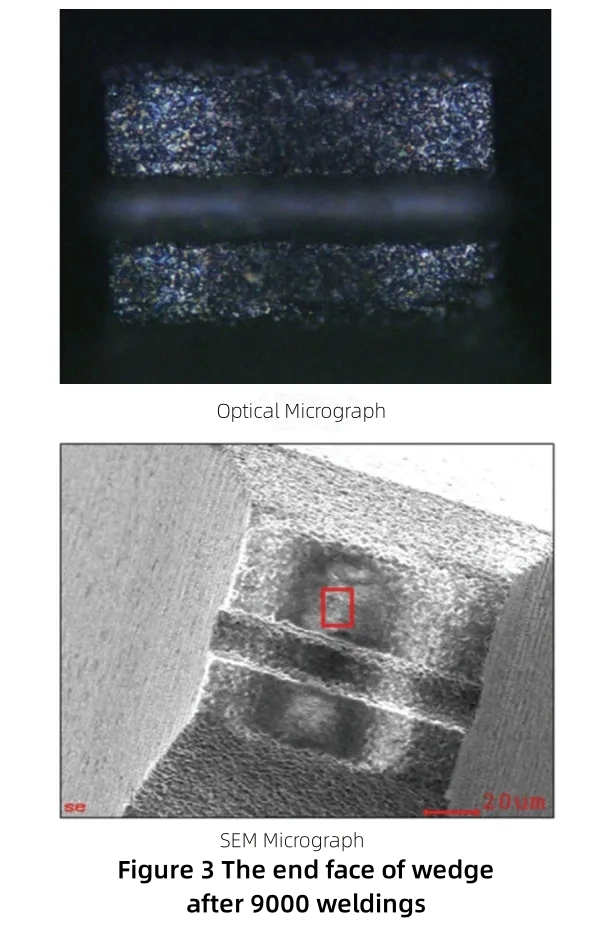
Dans le fonctionnement réel du câblage filaire, il a été constaté que la durée de vie de certaines cales était beaucoup plus courte que la durée de vie empirique. Grâce à l'observation microscopique, aucune usure évidente n'a été trouvée sur la face d'extrémité de la cale, mais une couche de film était fixée sur la face d'extrémité. La figure 3 montre la micrographie optique et la micrographie MEB de la face d'extrémité d'une cale après 9 000 soudures. On peut voir qu'une couche de film était fixée sur la face d'extrémité de la cale, ce qui affectait la planéité de la face d'extrémité de la cale et provoquait une grave déformation du joint de soudure.
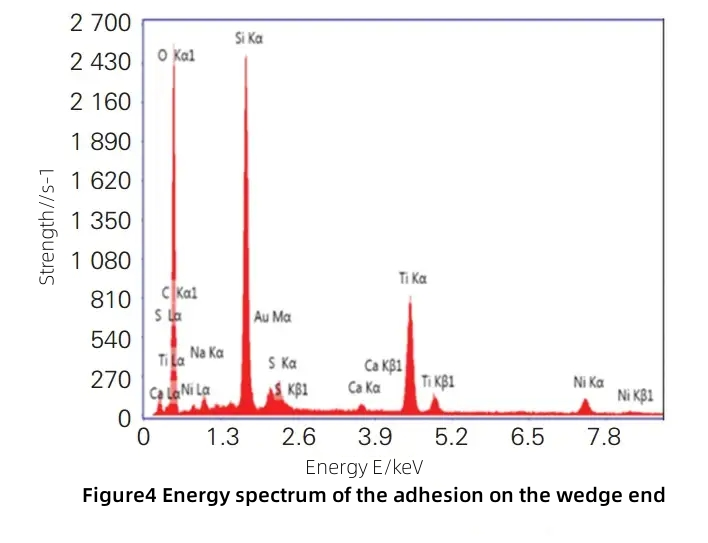
Grâce à l'analyse du spectre EDX, il a été constaté que la teneur en silicium et en oxygène dans le film à l'extrémité du coin était élevée, comme le montre la figure 4. L'évaluation préliminaire est que le silicium peut provenir de puces, de conducteurs et de substrats, etc. L'élément diffuse progressivement (ou fusionne) vers la cale pendant le processus de liaison et s'accumule sur la face d'extrémité de la cale pendant une longue période, affectant le soudage.
Nettoyage des cales
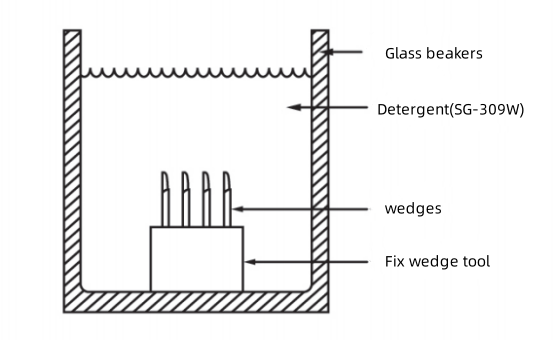
- Agent de nettoyage des cales : SG-309W
- Étapes de nettoyage
①Préparez deux récipients, l'un rempli d'agent de nettoyage (la profondeur de l'agent de nettoyage doit être suffisante pour couvrir le coin) et l'autre rempli d'eau propre ;
②Mettez la cale à plat dans un récipient de produit de nettoyage et laissez-la tremper pendant 20 à 30 secondes. Pendant le processus de trempage, utilisez une pince à épiler pour maintenir le coin et secouez-le d'avant en arrière 3 à 5 fois. Une fois le trempage terminé, mettez immédiatement le coin dans de l'eau propre ;
③ Placez la cale verticalement dans l'appareil (avec la pointe vers le haut) et faites-la vibrer dans un bain à ultrasons rempli d'eau propre, d'alcool isopropylique ou d'éthanol pendant 5 minutes. Retirez ensuite la cale et utilisez un pistolet pneumatique pour sécher la surface et l'intérieur du trou.
- Précautions
① Le processus opérationnel rencontre une pointe de coin
② Portez des gants en caoutchouc pendant le fonctionnement pour éviter tout contact avec la cale à mains nues.
③L'agent nettoyant ne doit pas entrer en contact direct avec la peau. En cas de contact avec la peau, rincez-la immédiatement à l'eau claire.
jeen conclusion
La cale est installée sur le Wire Bonder et constitue un outil important pour le collage de fils par micro-assemblage. Cet article présente le phénomène de vieillissement de la pale et clarifie les deux raisons du phénomène de vieillissement : l'usure de la face d'extrémité de la pale de cale et la génération de composés de silicium et d'oxygène sur la face d'extrémité de la pale. L'usure de la face d'extrémité de la lame en coin est irréversible. La génération de la face d'extrémité de la lame de coin peut être retirée par des méthodes de nettoyage, de sorte que le coin puisse continuer à être utilisé avant qu'il ne tombe en panne en raison de l'usure. Si vous souhaitez en savoir plus sur le coin, commematériaux, structure et idées de sélection, n'hésitez pas àContactez-nous . Merci pour votre navigation.