

कंपनी समाचार










उम्र बढ़ने की घटना और वेज की सफाई के तरीके
कील सेमीकंडक्टर पैकेजिंग प्रक्रिया में वायर बॉन्डिंग के लिए एक महत्वपूर्ण उपकरण है। यह आलेख वेज एजिंग की घटना का वर्णन करता है। अध्ययन से पता चलता है कि वेज उम्र बढ़ने का कारण वेज ब्लेड एंड फेस का घिसाव और ब्लेड एंड फेस उत्पाद का प्रभाव है। वेज ब्लेड एंड फेस का घिसाव अपरिवर्तनीय है। वेज ब्लेड एंड फेस उत्पाद को सफाई विधियों द्वारा हटाया जा सकता है, ताकि पहनने के कारण खराब होने से पहले वेज का उपयोग जारी रखा जा सके।
इंटीग्रेटेड सर्किट पैकेजिंग उद्योग में बॉन्डिंग एक प्रक्रिया है। यह चिप और लीड फ्रेम को जोड़ने के लिए सोने के तार, एल्यूमीनियम तार या सोने और एल्यूमीनियम स्ट्रिप्स जैसे धातु के तारों का उपयोग करता है, ताकि छोटी चिप को बाहरी सर्किट से जोड़ा जा सके। विभिन्न आकृतियों की वेल्डिंग विधियों के अनुसार, इसे बॉल बॉन्डिंग और वेज बॉन्डिंग में विभाजित किया गया है। दोनों के पहले वेल्डिंग पॉइंट और दूसरे वेल्डिंग पॉइंट पूरी तरह से अलग हैं, इसलिए उनकी स्थानिक विशेषताएं अलग-अलग हैं। वेज बॉन्डिंग में छोटी स्थानिक संचालन क्षमता होती है, उच्च आवृत्तियों के बीच सिग्नल विरूपण को कम करता है, और सिग्नल स्थिरता को बेहतर बनाता है। साथ ही, यह उच्च-शक्ति उत्पाद वेल्डिंग के लिए उपयुक्त है। आवश्यक उपकरण को बॉन्डिंग वेज कहा जाता है।
वेज उम्र बढ़ने की घटना
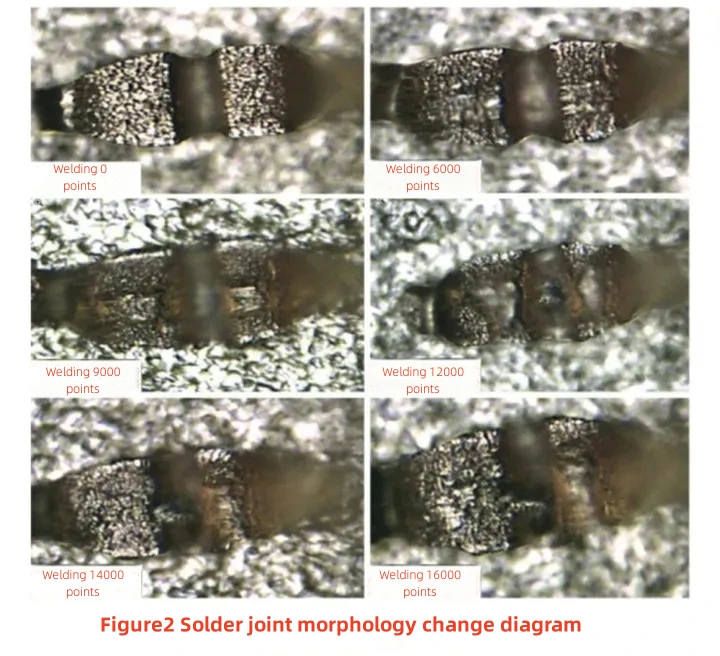
नई वेज का अंतिम भाग साफ़, चिकना और दरारों और गड्ढों से मुक्त होता है। एकाधिक वेल्डिंग के बाद, वेज प्रदूषक कणों से चिपक जाएगा और आंशिक रूप से क्षतिग्रस्त हो जाएगा, जिसके परिणामस्वरूप वेज उम्र बढ़ने लगेगा, जो मुख्य रूप से सोल्डर संयुक्त आकृति विज्ञान के बिगड़ने, लीड पुल-ऑफ बल में कमी और गंभीर मामलों में प्रकट होता है। तार टूट जाएगा या टेढ़ा हो जाएगा. माइक्रो-असेंबली गोल्ड वायर बॉन्डिंग के वास्तविक संचालन में, आमतौर पर 7000 से 9000 वेल्डिंग के बाद, ऑपरेटर अत्यधिक सोल्डर जोड़ विरूपण या अधूरे सोल्डर जोड़ों जैसी समस्याओं की रिपोर्ट करेगा, और वेज की सेवा जीवन कारखाने के नाममात्र मूल्य से बहुत कम है। 50,000 बार का. इस समय, यदि ऑपरेटर बेहतर सोल्डर जोड़ आकृति विज्ञान प्राप्त करने के लिए वेल्डिंग मापदंडों या वेल्डिंग तकनीकों को निजी तौर पर समायोजित करता है, तो यह ठंडे सोल्डर जोड़ का कारण बनेगा। चित्र 2 एक ही वेल्डिंग मापदंडों के तहत एक टाइटेनियम कार्बाइड मिश्र धातु बॉन्डिंग वेज की सोल्डर संयुक्त आकृति विज्ञान और एक ही सब्सट्रेट पर बार-बार सोने के तार वेल्डिंग, एक नया वेज और 3000, 6000, 9000, 12000, 14000 और 16000 वेल्डिंग के बाद दिखाता है। यह देखा जा सकता है कि नई वेज की सोल्डर संयुक्त आकृति विज्ञान अच्छा है, लेकिन यह 9,000 वेल्डिंग चक्रों के बाद खराब हो जाता है, और 16,000 वेल्डिंग चक्रों के बाद निरीक्षण आवश्यकताओं को पूरा नहीं कर सकता है।
वेज एजिंग के कारण और समाधान
1. कटर के अंतिम चेहरे पर पहनें
वायर बॉन्डिंग प्रक्रिया के दौरान, हॉट-प्रेस वेल्डिंग वेज के अंतिम चेहरे से दबाव लागू करेगी, जिससे सीसा और पैड धातु को एक निश्चित पारस्परिक प्लास्टिक विरूपण और निकट संपर्क उत्पन्न करने के लिए संपीड़ित किया जाएगा, और उनके अणु फैल जाएंगे और मजबूती से बंध जाएंगे। अल्ट्रासोनिक वेल्डिंग, पच्चर को कंपन करने के लिए ट्रांसड्यूसर से अल्ट्रासोनिक शक्ति उत्पन्न करेगी, सीसा और पैड धातु के बीच अल्ट्रासोनिक आवृत्ति घर्षण उत्पन्न करेगी, इंटरफ़ेस पर ऑक्साइड परत को हटा देगी, और लोचदार विरूपण का कारण बनेगी। इन दोनों बॉन्डिंग सिद्धांतों के कारण वेज के अंतिम चेहरे पर तनाव पड़ेगा, और कई वेल्डिंग के बाद वेज का सिरा घिस जाएगा, जिसके परिणामस्वरूप सोल्डर जोड़ में गंभीर विकृति आ जाएगी। माइक्रो-असेंबली प्रक्रिया में सामान्य बॉन्डिंग पैड में नंगे चिप पैड, मुद्रित सर्किट बोर्ड पैड, पतली फिल्म सर्किट बोर्ड पैड, एलटीसीसी सर्किट बोर्ड पैड और पैकेज मेटल बॉक्स पैड शामिल हैं। वास्तविक ऑपरेशन में, उच्च कठोरता और सतह खुरदरापन के साथ वेल्डिंग सतह पर ब्लेड के अंतिम चेहरे का घिसाव अधिक गंभीर होता है, जैसे पैकेज मेटल बॉक्स पैड का घिसाव अन्य पैड की तुलना में अधिक गंभीर होता है।
इसके अलावा, कटर हेड के अंतिम चेहरे का घिसाव भी ऑपरेशन विधि से प्रभावित होता है। जब बॉन्डिंग संचालन के लिए मैनुअल बॉन्डिंग उपकरण का उपयोग किया जाता है, तो ऑपरेशन विधि का वेज के अंतिम चेहरे पर अधिक प्रभाव पड़ता है। उदाहरण के लिए, यदि वेल्डिंग के दौरान ऑपरेटर के हाथ कांपते हैं या बहुत अधिक बल का उपयोग करते हैं, तो कटर सिर के अंतिम हिस्से का घिसाव तेज हो जाएगा। यह घटना अक्सर तब होती है जब नौसिखिए काम करते हैं। बॉन्डिंग संचालन के लिए स्वचालित उपकरण का उपयोग करते समय, वेज के जीवन में काफी सुधार होगा क्योंकि ऑपरेटिंग पैरामीटर नियंत्रणीय और अत्यधिक सुसंगत हैं। वायर बॉन्डिंग प्रक्रिया के दौरान, कटर हेड के अंतिम हिस्से का घिसना एक प्राकृतिक नुकसान है और अपरिहार्य है। एकमात्र तरीका अनुचित संचालन से बचना और वेज के घिसाव को कम करना है।
2. सिर के सिरे से उत्पाद की सतह काटना
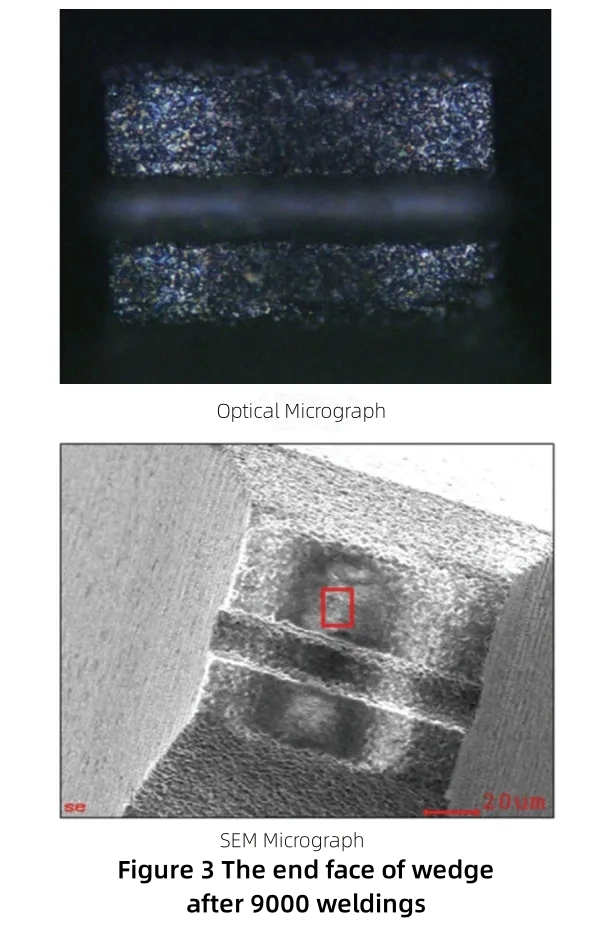
वायर बॉन्डिंग के वास्तविक संचालन में, यह पाया गया कि कुछ वेजेज का सेवा जीवन अनुभवजन्य जीवन से बहुत कम था। सूक्ष्म अवलोकन के माध्यम से, वेज के अंतिम चेहरे पर कोई स्पष्ट टूट-फूट नहीं पाई गई, लेकिन फिल्म की एक परत अंतिम चेहरे से जुड़ी हुई थी। चित्र 3 9000 वेल्डिंग के बाद एक पच्चर के अंतिम चेहरे के ऑप्टिकल माइक्रोग्राफ और एसईएम माइक्रोग्राफ को दर्शाता है। यह देखा जा सकता है कि फिल्म की एक परत वेज के अंतिम चेहरे से जुड़ी हुई थी, जिसने वेज के अंतिम चेहरे की सपाटता को प्रभावित किया और सोल्डर जोड़ की गंभीर विकृति का कारण बना।
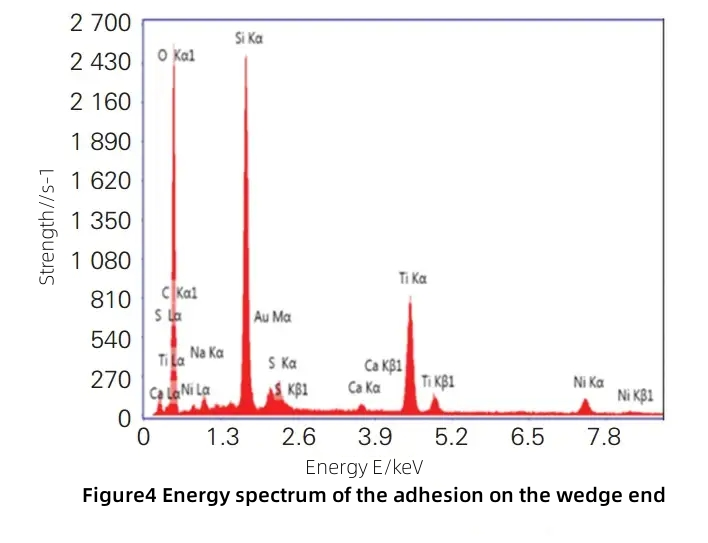
ईडीएक्स स्पेक्ट्रम विश्लेषण के माध्यम से, यह पाया गया कि वेज के अंत में फिल्म में सिलिकॉन और ऑक्सीजन की मात्रा अधिक थी, जैसा कि चित्र 4 में दिखाया गया है। प्रारंभिक निर्णय यह है कि सिलिकॉन चिप्स, लीड और सबस्ट्रेट्स आदि से आ सकता है। सिलिकॉन बॉन्डिंग प्रक्रिया के दौरान तत्व धीरे-धीरे वेज तक फैल जाता है (या फ़्यूज़ हो जाता है), और लंबे समय तक वेज के अंतिम चेहरे पर जमा रहता है, जिससे वेल्डिंग प्रभावित होती है।
कील सफाई
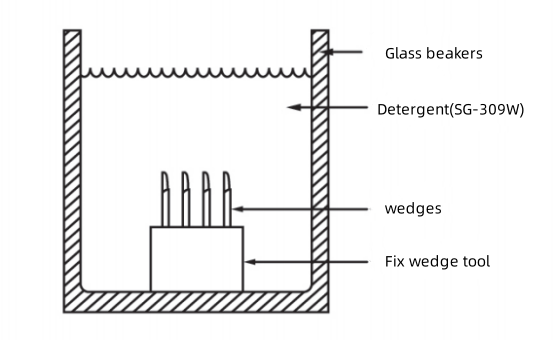
- वेज क्लीनिंग एजेंट: SG-309W
- सफाई के चरण
①दो कंटेनर तैयार करें, एक सफाई एजेंट से भरा हुआ (सफाई एजेंट की गहराई कील को ढकने के लिए पर्याप्त होनी चाहिए), और दूसरा साफ पानी से भरा हुआ;
②वेज फ्लैट को सफाई एजेंट के एक कंटेनर में रखें और इसे 20-30 सेकंड के लिए भिगो दें। भिगोने की प्रक्रिया के दौरान, पच्चर को पकड़ने के लिए चिमटी का उपयोग करें और इसे 3-5 बार आगे-पीछे हिलाएं। भिगोने के पूरा होने के बाद, तुरंत पच्चर को साफ पानी में डाल दें;
③ वेज को फिक्स्चर में लंबवत रखें (टिप ऊपर की ओर रखते हुए), और इसे 5 मिनट के लिए साफ पानी, आइसोप्रोपिल अल्कोहल या इथेनॉल से भरे अल्ट्रासोनिक स्नान में कंपन करें। फिर कील को बाहर निकालें और सतह और छेद के अंदर को सुखाने के लिए एक एयर गन का उपयोग करें।
- सावधानियां
① ऑपरेशन प्रक्रिया में एक वेज टिप का सामना करना पड़ता है
② नंगे हाथों से वेज के संपर्क से बचने के लिए ऑपरेशन के दौरान रबर के दस्ताने पहनें
③सफाई एजेंट को त्वचा के सीधे संपर्क में नहीं आना चाहिए। यदि यह त्वचा के संपर्क में आता है, तो इसे तुरंत साफ पानी से धो लें।
मैंn निष्कर्ष
वेज वायर बॉन्डर पर स्थापित किया गया है और माइक्रो-असेंबली वायर बॉन्डिंग के लिए एक महत्वपूर्ण उपकरण है। यह लेख वेज की उम्र बढ़ने की घटना का परिचय देता है और उम्र बढ़ने की घटना के दो कारणों को स्पष्ट करता है: वेज ब्लेड के अंतिम चेहरे का घिसाव और ब्लेड के अंतिम चेहरे पर सिलिकॉन और ऑक्सीजन यौगिकों का उत्पादन। वेज ब्लेड के अंतिम चेहरे का घिसाव अपरिवर्तनीय है। वेज ब्लेड के अंतिम चेहरे की पीढ़ी को सफाई विधियों द्वारा हटाया जा सकता है, ताकि पहनने के कारण खराब होने से पहले वेज का उपयोग जारी रखा जा सके। यदि आप वेज के बारे में अधिक जानना चाहते हैं, जैसे किसामग्री, संरचना और चयन विचार, कृपया स्वतंत्र महसूस करेंसंपर्क करें . आपके ब्राउज़िंग के लिए धन्यवाद.