

bedrijfsnieuws










Verouderingsverschijnsel en reinigingsmethoden van wiggen
Wig is een belangrijk hulpmiddel voor het verbinden van draden in het halfgeleiderverpakkingsproces. Dit artikel beschrijft het fenomeen wigveroudering. Uit het onderzoek blijkt dat de oorzaken van wigveroudering de slijtage van het wigbladeindvlak en de invloed van het bladeindvlakproduct zijn. De slijtage van het kopvlak van het wigblad is onomkeerbaar. Het wigblad-eindvlakproduct kan worden verwijderd door middel van reinigingsmethoden, zodat de wig kan worden gebruikt voordat deze door slijtage kapot gaat.
Bonding is een van de processen in de verpakkingsindustrie voor geïntegreerde schakelingen. Het maakt gebruik van metalen draden zoals gouddraad, aluminiumdraad of goud- en aluminiumstrips om de chip en het leadframe te verbinden, zodat de kleine chip met het externe circuit kan worden verbonden. Volgens de lasmethoden van verschillende vormen is het verdeeld in kogelbinding en wigbinding. De twee hebben totaal verschillende eerste laspunten en tweede laspunten, waardoor ze verschillende ruimtelijke kenmerken hebben. Wedge bonding heeft een kleiner ruimtelijk werkingsvermogen, vermindert signaalvervorming tussen hoge frequenties en maakt de signaalconsistentie beter. Tegelijkertijd is het geschikt voor productlassen met hoog vermogen. Het benodigde gereedschap wordt een lijmwig genoemd.
Verschijnsel van wigveroudering
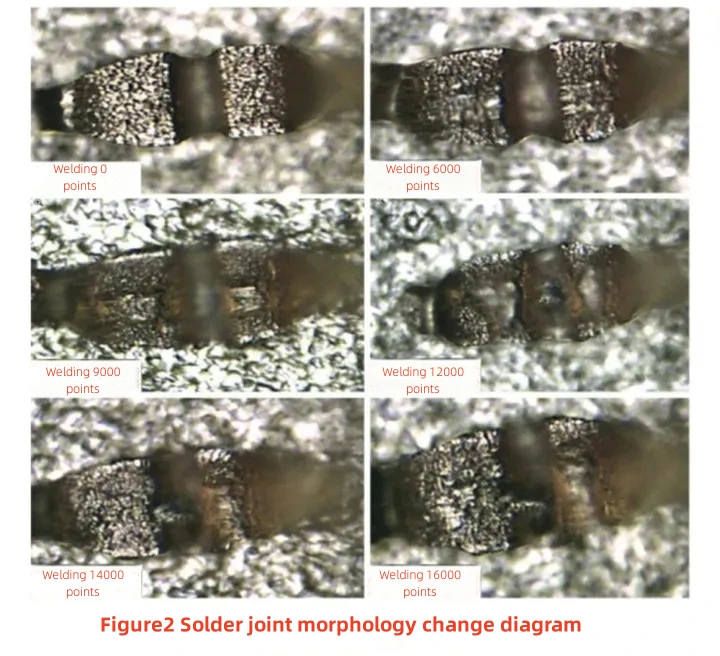
Het eindvlak van een nieuwe wig is schoon, glad en vrij van scheuren en putjes. Na meermaals lassen zal de wig zich hechten aan verontreinigende deeltjes en gedeeltelijk beschadigd raken, wat resulteert in veroudering van de wig, wat zich vooral manifesteert in de verslechtering van de morfologie van de soldeerverbinding, de vermindering van de kracht die nodig is om de draad los te trekken en, in ernstige gevallen, de draad zal breken of kromtrekken. Bij de daadwerkelijke werking van het verbinden van gouddraad met micro-assemblage, meestal na 7000 tot 9000 lassen, zal de operator problemen melden zoals overmatige vervorming van de soldeerverbinding of onvolledige soldeerverbindingen, en de levensduur van de wig is veel korter dan de nominale fabriekswaarde van 50.000 keer. Als de operator op dit moment privé de lasparameters of lastechnieken aanpast om een betere morfologie van de soldeerverbinding te verkrijgen, zal dit een koude soldeerverbinding veroorzaken. Figuur 2 toont de soldeerverbindingsmorfologie van een bindingswig van een titaniumcarbidelegering onder dezelfde lasparameters en herhaald lassen met gouddraad op hetzelfde substraat, een nieuwe wig en na 3000, 6000, 9000, 12000, 14000 en 16000 lassen. Het is duidelijk dat de morfologie van de soldeerverbinding van de nieuwe wig goed is, maar na 9.000 lascycli verslechtert en na 16.000 lascycli niet meer aan de inspectie-eisen kan voldoen.
Oorzaken en oplossingen voor wigveroudering
1. Slijtage aan het kopvlak van de frees
Tijdens het draadverbindingsproces zal heetperslassen druk uitoefenen vanaf het eindvlak van de wig, waardoor het lood- en kussenmetaal worden samengedrukt om een bepaalde wederzijdse plastische vervorming en nauw contact te produceren, en hun moleculen diffunderen en stevig hechten. Ultrasoon lassen genereert ultrasoon vermogen van de transducer om de wig te laten trillen, genereert ultrasone frequentiewrijving tussen het lood en het kussenmetaal, verwijdert de oxidelaag op het grensvlak en veroorzaakt elastische vervorming. Beide verbindingsprincipes zorgen ervoor dat het eindvlak van de wig onder spanning komt te staan, en dat het uiteinde van de wig zal slijten na meervoudig lassen, wat resulteert in ernstige vervorming van de soldeerverbinding. Veel voorkomende verbindingspads in het micro-assemblageproces zijn onder meer kale chippads, printplaatpads, dunne film-printplaatpads, LTCC-printplaatpads en metalen doospads. Bij feitelijk gebruik is de slijtage van het eindvlak van het blad ernstiger op het lasoppervlak met een hoge hardheid en oppervlakteruwheid, zoals de slijtage van het metalen dooskussen van de verpakking ernstiger is dan bij andere kussens.
Bovendien wordt de slijtage van het kopvlak van de snijkop ook beïnvloed door de bedieningsmethode. Wanneer handmatige lijmapparatuur wordt gebruikt voor lijmbewerkingen, heeft de bedieningsmethode een grotere impact op het eindvlak van de wig. Als de handen van de operator bijvoorbeeld trillen of te veel kracht gebruiken tijdens het lassen, zal de slijtage van het eindvlak van de snijkop worden versneld. Dit fenomeen treedt vaak op wanneer beginners opereren. Bij gebruik van geautomatiseerde apparatuur voor lijmbewerkingen zal de levensduur van de wig aanzienlijk worden verbeterd, omdat de bedrijfsparameters controleerbaar en zeer consistent zijn. Tijdens het draadverbindingsproces is de slijtage van het kopvlak van de snijkop een natuurlijk verlies en onvermijdelijk. De enige manier is om onjuiste bediening te voorkomen en de slijtage van de wig te verminderen.
2. Oppervlakteproduct van de snijkop
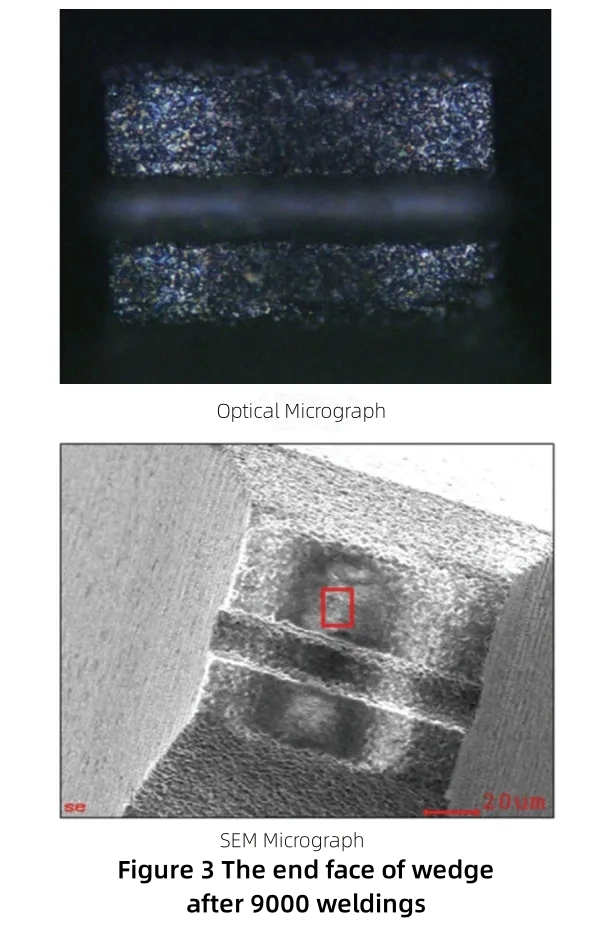
Bij de feitelijke werking van draadverbindingen bleek dat de levensduur van sommige wiggen veel korter was dan de empirische levensduur. Door microscopische observatie werd geen duidelijke slijtage gevonden aan het eindvlak van de wig, maar er was wel een filmlaag op het eindvlak bevestigd. Figuur 3 toont de optische microfoto en de SEM-microfoto van het eindvlak van een wig na 9000 lassen. Te zien is dat op het kopvlak van de wig een filmlaag was aangebracht, die de vlakheid van het kopvlak van de wig aantastte en ernstige vervorming van de soldeerverbinding veroorzaakte.
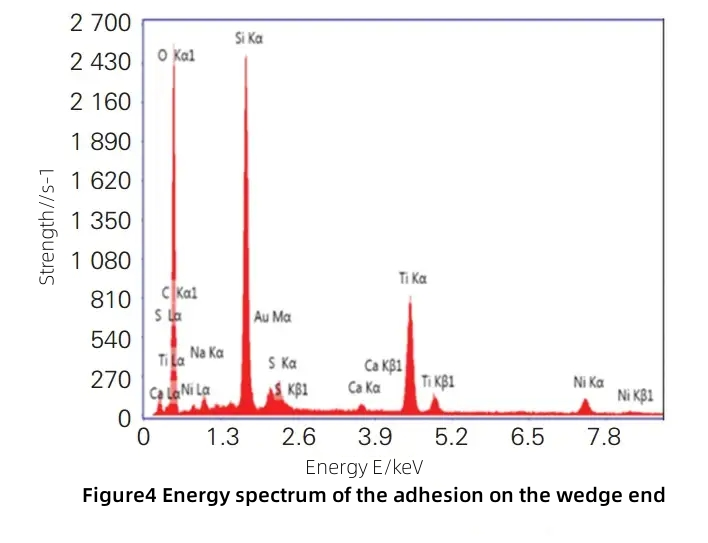
Via EDX-spectrumanalyse werd ontdekt dat het silicium- en zuurstofgehalte in de film aan het uiteinde van de wig hoog was, zoals weergegeven in figuur 4. Het voorlopige oordeel is dat silicium afkomstig kan zijn van chips, leidingen en substraten, enz. Het silicium Het element diffundeert (of smelt) geleidelijk naar de wig tijdens het hechtingsproces en hoopt zich lange tijd op aan het uiteinde van de wig, waardoor het lassen wordt beïnvloed.
Reiniging van wiggen
- Wigreinigingsmiddel: SG-309W
- Reinigingsstappen
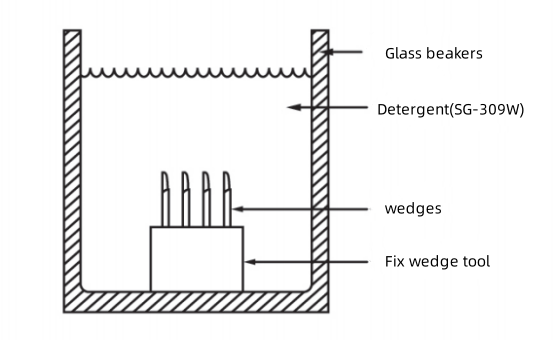
①Maak twee containers gereed, één gevuld met reinigingsmiddel (de diepte van het reinigingsmiddel moet voldoende zijn om de wig te bedekken) en de andere gevuld met schoon water;
②Plaats de wig plat in een bakje met schoonmaakmiddel en laat deze 20-30 seconden weken. Gebruik tijdens het weken een pincet om de wig vast te houden en schud deze 3-5 keer heen en weer. Nadat het weken is voltooid, plaatst u de wig onmiddellijk in schoon water;
③ Plaats de wig verticaal in het armatuur (met de punt naar boven gericht) en tril deze gedurende 5 minuten in een ultrasoon bad gevuld met schoon water, isopropylalcohol of ethanol. Haal vervolgens de wig eruit en gebruik een luchtpistool om het oppervlak en de binnenkant van het gat te drogen.
- Voorzorgsmaatregelen
① Het operatieproces komt een wigtip tegen
② Draag tijdens het gebruik rubberen handschoenen om contact met de wig met blote handen te voorkomen
③Het reinigingsmiddel mag niet in direct contact komen met de huid. Als het in contact komt met de huid, spoel het dan onmiddellijk af met schoon water.
Iconclusie
De wig wordt op de Wire Bonder geïnstalleerd en is een belangrijk hulpmiddel voor het verbinden van micro-assemblagedraden. Dit artikel introduceert het verouderingsverschijnsel van de wig en verduidelijkt de twee redenen voor het verouderingsverschijnsel: de slijtage van het eindvlak van het wigblad en de vorming van silicium- en zuurstofverbindingen op het eindvlak van het blad. De slijtage van het kopvlak van het wigblad is onomkeerbaar. Het ontstaan van het kopvlak van het wigblad kan door reinigingsmethoden worden verwijderd, zodat de wig verder kan worden gebruikt voordat deze door slijtage kapot gaat. Als je meer wilt weten over de wig, zoalsmaterialen, structuur en selectie-ideeën, voel je vrij omNeem contact met ons op . Bedankt voor uw browsen.