

Wiadomości Firmowe










Zjawisko starzenia i metody czyszczenia klina
Klin jest ważnym narzędziem do łączenia przewodów w procesie pakowania półprzewodników. W artykule opisano zjawisko starzenia klinowego. Z przeprowadzonych badań wynika, że przyczyną starzenia się klina jest zużycie powierzchni czołowej ostrza klina oraz wpływ produktu powierzchni czołowej ostrza. Zużycie powierzchni czołowej ostrza klina jest nieodwracalne. Produkt z powierzchni czołowej ostrza klina można usunąć metodami czyszczenia, dzięki czemu klin może być nadal używany, zanim ulegnie uszkodzeniu na skutek zużycia.
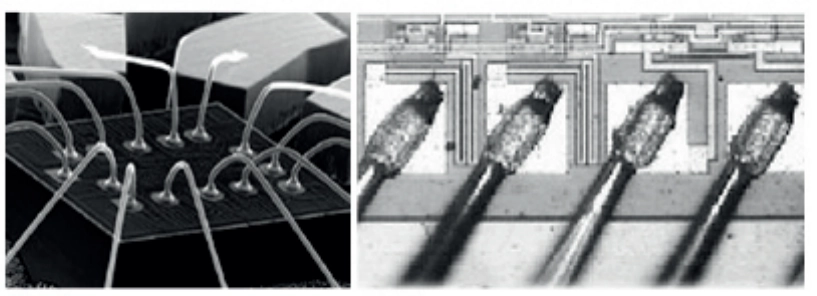
Klejenie jest jednym z procesów w branży opakowań układów scalonych. Wykorzystuje metalowe druty, takie jak drut złoty, drut aluminiowy lub złote i aluminiowe paski do łączenia chipa z ramką wyprowadzeniową, dzięki czemu mały chip można połączyć z obwodem zewnętrznym. Zgodnie z metodami spawania o różnych kształtach dzieli się je na łączenie kulkowe i łączenie klinowe. Obydwa mają zupełnie różne pierwsze punkty zgrzewania i drugie punkty zgrzewania, zatem mają odmienną charakterystykę przestrzenną. Łączenie klinowe ma mniejsze możliwości działania przestrzennego, zmniejsza zniekształcenia sygnału pomiędzy wysokimi częstotliwościami i poprawia spójność sygnału. Jednocześnie nadaje się do spawania produktów o dużej mocy. Wymagane narzędzie nazywa się klinem łączącym.
Zjawisko starzenia klinowego
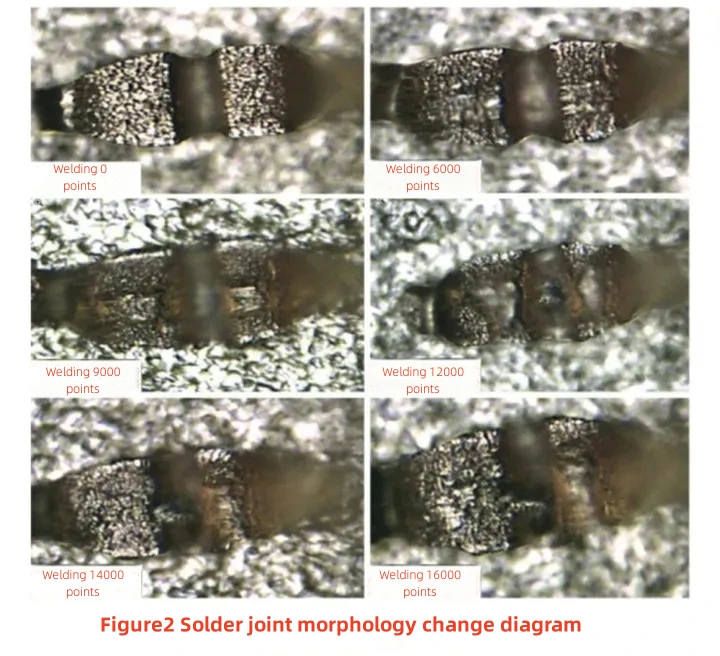
Powierzchnia czołowa nowego klina jest czysta, gładka i wolna od pęknięć i wgłębień. Po wielokrotnym spawaniu klin będzie przylegał do cząstek zanieczyszczeń i ulega częściowemu uszkodzeniu, co powoduje starzenie się klina, które objawia się głównie pogorszeniem morfologii złącza lutowniczego, zmniejszeniem siły odrywania ołowiu, a w ciężkich przypadkach przewód zostanie uszkodzony lub wypaczony. Podczas rzeczywistej operacji łączenia złotym drutem mikromontażowym, zwykle po 7000 do 9000 spawów, operator zgłosi problemy, takie jak nadmierne odkształcenie złącza lutowniczego lub niekompletne połączenia lutowane, a żywotność klina jest znacznie krótsza niż wartość nominalna fabryczna 50 000 razy. W tym momencie, jeśli operator samodzielnie dostosuje parametry spawania lub techniki spawania, aby uzyskać lepszą morfologię złącza lutowniczego, spowoduje to zimne złącze lutowane. Rysunek 2 przedstawia morfologię złącza lutowniczego klina łączącego ze stopu węglika tytanu przy tych samych parametrach spawania i wielokrotnym spawaniu złotym drutem na tym samym podłożu, nowym klinie i po 3000, 6000, 9000, 12000, 14000 i 16000 spawach. Można zauważyć, że morfologia złącza lutowniczego nowego klina jest dobra, jednak ulega pogorszeniu po 9 000 cyklach spawania i nie spełnia wymagań kontrolnych po 16 000 cyklach spawania.
Przyczyny i rozwiązania starzenia się klina
1. Zużycie na powierzchni czołowej frezu
Podczas procesu łączenia drutu, zgrzewanie na gorąco wywiera nacisk z powierzchni czołowej klina, powodując ściskanie ołowiu i podkładki metalowej, co powoduje wzajemne odkształcenie plastyczne i bliski kontakt, a ich cząsteczki dyfundują i mocno łączą się. Spawanie ultradźwiękowe generuje energię ultradźwiękową z przetwornika, która wprawia klin w wibracje, generuje tarcie o częstotliwości ultradźwiękowej pomiędzy ołowiem a metalem podkładki, usuwa warstwę tlenku na styku i powoduje odkształcenie sprężyste. Obie te zasady wiązania spowodują naprężenie powierzchni czołowej klina, a koniec klina ulegnie zużyciu po wielokrotnym spawaniu, co spowoduje poważne odkształcenie złącza lutowanego. Typowe podkładki łączące w procesie mikromontażu obejmują podkładki z gołymi chipami, podkładki do płytek drukowanych, podkładki do płytek drukowanych cienkowarstwowych, podkładki do płytek drukowanych LTCC i podkładki do metalowych pudełek. W rzeczywistej pracy zużycie powierzchni czołowej ostrza jest poważniejsze na powierzchni spawania o dużej twardości i chropowatości powierzchni, na przykład zużycie podkładki metalowej obudowy jest poważniejsze niż w przypadku innych podkładek.
Ponadto na zużycie powierzchni czołowej głowicy tnącej wpływa również sposób pracy. Gdy do operacji klejenia używany jest ręczny sprzęt do klejenia, metoda operacji ma większy wpływ na powierzchnię czołową klina. Na przykład, jeśli ręce operatora będą się trzęsły lub podczas spawania użyją zbyt dużej siły, zużycie powierzchni czołowej głowicy tnącej ulegnie przyspieszeniu. Zjawisko to często występuje, gdy działają nowicjusze. W przypadku stosowania zautomatyzowanego sprzętu do operacji klejenia żywotność klina zostanie znacznie zwiększona, ponieważ parametry operacyjne są kontrolowane i bardzo spójne. Podczas procesu łączenia drutu zużycie powierzchni czołowej głowicy tnącej jest stratą naturalną i nieuniknioną. Jedynym sposobem jest uniknięcie nieprawidłowej obsługi i zmniejszenie zużycia klina.
2. Produkt z powierzchnią końcową głowicy tnącej
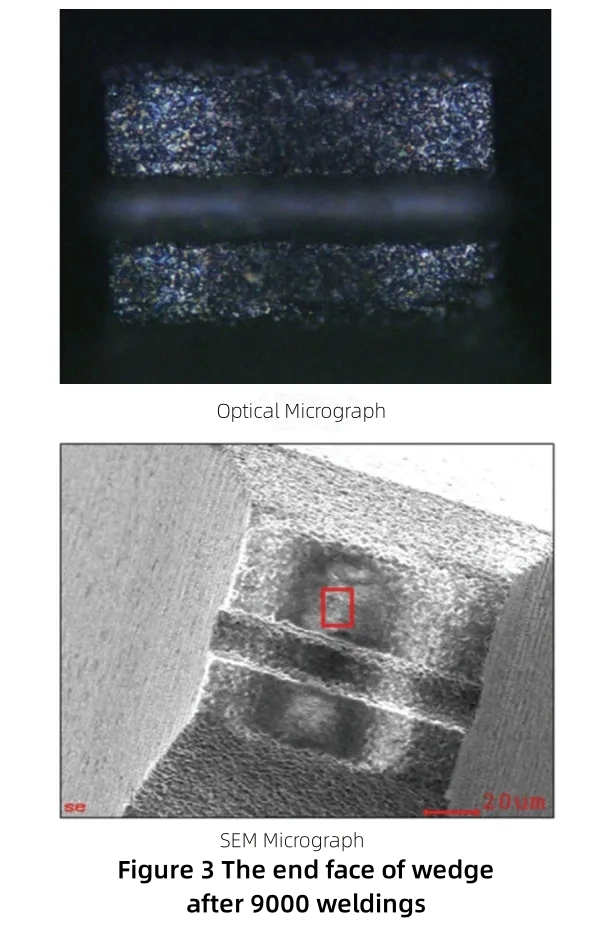
Podczas rzeczywistej operacji spajania drutem stwierdzono, że żywotność niektórych klinów jest znacznie krótsza niż żywotność empiryczna. Obserwacja mikroskopowa nie wykazała wyraźnego zużycia powierzchni czołowej klina, lecz do powierzchni czołowej przyczepiono warstwę folii. Rysunek 3 przedstawia mikrografię optyczną i mikrografię SEM powierzchni czołowej klina po 9000 spawach. Można zauważyć, że na czoło klina nałożona była warstwa folii, co wpłynęło na płaskość czoła klina i spowodowało poważne odkształcenie złącza lutowanego.
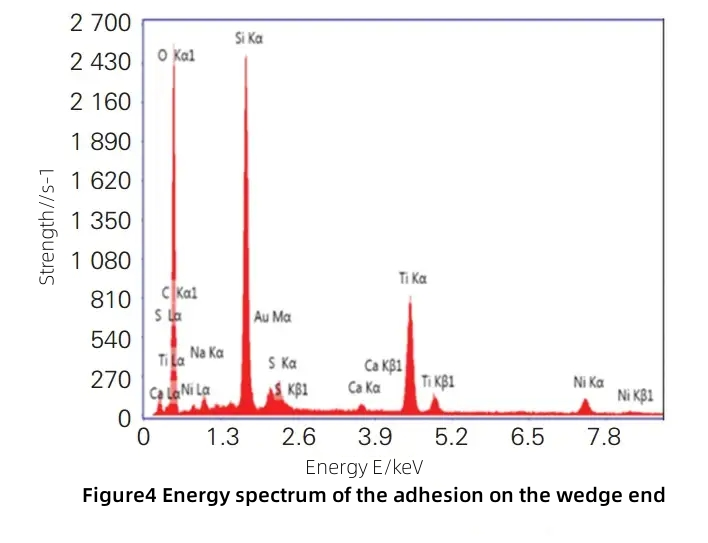
Analiza widma EDX wykazała, że zawartość krzemu i tlenu w warstwie na końcu klina była wysoka, jak pokazano na rysunku 4. Wstępna ocena jest taka, że krzem może pochodzić z wiórów, przewodów i podłoży itp. Krzem element stopniowo dyfunduje (lub wtapia się) w klin podczas procesu klejenia i gromadzi się na powierzchni czołowej klina przez długi czas, wpływając na spawanie.
Czyszczenie klina
- Środek do czyszczenia klinów: SG-309W
- Etapy czyszczenia
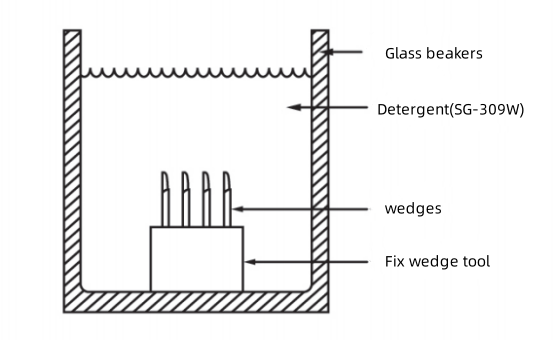
①Przygotuj dwa pojemniki, jeden wypełniony środkiem czyszczącym (głębokość środka czyszczącego powinna być wystarczająca do zakrycia klina), a drugi wypełniony czystą wodą;
②Włóż klin na płasko do pojemnika ze środkiem czyszczącym i zanurz go na 20-30 sekund. Podczas namaczania użyj pęsety, aby przytrzymać klin i potrząśnij nim w przód i w tył 3-5 razy. Po namoczeniu natychmiast włóż klin do czystej wody;
③ Umieść klin pionowo w uchwycie (końcówką skierowaną do góry) i wibruj go w łaźni ultradźwiękowej wypełnionej czystą wodą, alkoholem izopropylowym lub etanolem przez 5 minut. Następnie wyjmij klin i za pomocą pistoletu pneumatycznego osusz powierzchnię oraz wnętrze otworu.
- Środki ostrożności
① W procesie operacyjnym pojawia się końcówka klina
② Podczas pracy należy nosić gumowe rękawice, aby uniknąć kontaktu z klinem gołymi rękami
③Środek czyszczący nie powinien mieć bezpośredniego kontaktu ze skórą. W przypadku kontaktu ze skórą należy natychmiast spłukać ją czystą wodą.
Iwniosek
Klin jest instalowany na urządzeniu do łączenia drutu i jest ważnym narzędziem do łączenia drutu w mikromontażu. W artykule przedstawiono zjawisko starzenia się klina oraz wyjaśniono dwie przyczyny zjawiska starzenia: zużycie powierzchni czołowej ostrza klina oraz powstawanie związków krzemu i tlenu na powierzchni czołowej ostrza. Zużycie powierzchni czołowej ostrza klinowego jest nieodwracalne. Powstałą powierzchnię czołową ostrza klinowego można usunąć metodami czyszczenia, dzięki czemu klin może być nadal używany, zanim ulegnie uszkodzeniu na skutek zużycia. Jeśli chcesz dowiedzieć się więcej na temat klina, npmateriały, struktura i pomysły na wybór, Proszę, czuj się swobodnie bySkontaktuj się z nami . Dziękujemy za przeglądanie.