

Новости компании










Явление старения и методы очистки клина
Клин является важным инструментом для соединения проводов в процессе упаковки полупроводников. В данной статье описывается феномен клинового старения. Исследование показывает, что причинами старения клина являются износ торца лезвия клина и влияние торцевого изделия клинка. Износ торца клинового лезвия необратим. Торцевую поверхность клинового лезвия можно удалить с помощью методов очистки, чтобы клин можно было продолжать использовать до того, как он выйдет из строя из-за износа.
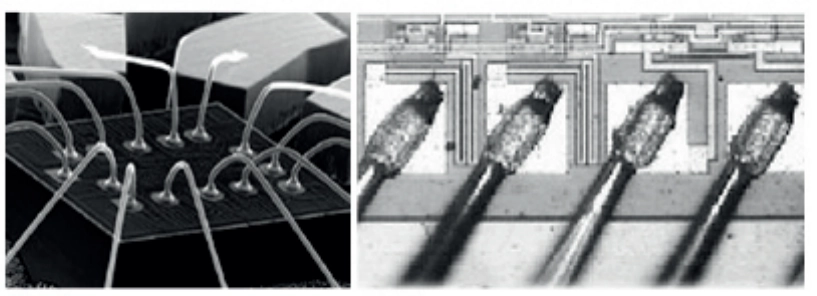
Склеивание — один из процессов в индустрии упаковки интегральных схем. Для соединения чипа и выводной рамки используются металлические провода, такие как золотая проволока, алюминиевая проволока или золотые и алюминиевые полоски, чтобы крошечный чип можно было соединить с внешней схемой. По способам сварки различной формы ее разделяют на шаровую и клиновую. Они имеют совершенно разные первые и вторые точки сварки, поэтому они имеют разные пространственные характеристики. Клиновое соединение имеет меньшие возможности пространственной работы, уменьшает искажения сигнала между высокими частотами и улучшает согласованность сигнала. В то же время он подходит для сварки изделий высокой мощности. Необходимый инструмент называется связующим клином.
Явление клинового старения
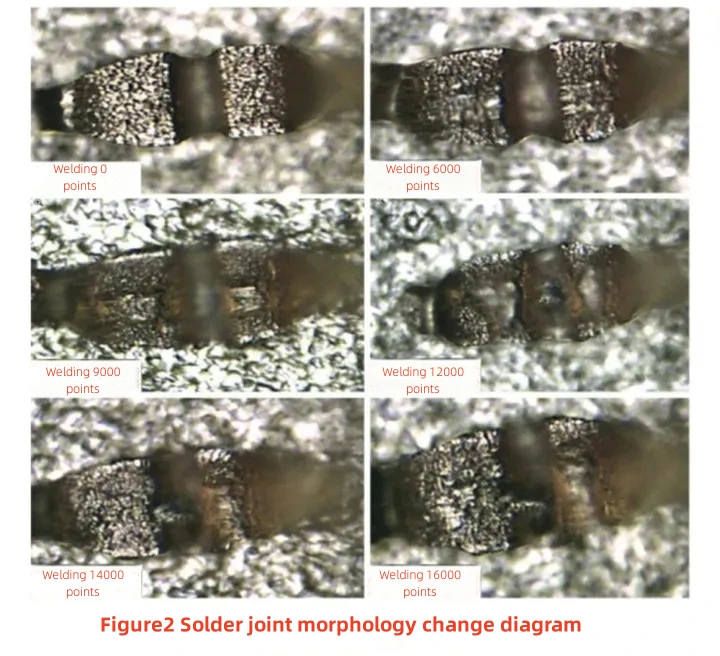
Торец нового клина чистый, гладкий, без трещин и ямок. После многократной сварки клин прилипает к частицам загрязняющих веществ и частично повреждается, что приводит к старению клина, которое в основном проявляется в ухудшении морфологии паяного соединения, уменьшении силы отрыва вывода, а в тяжелых случаях - провод будет сломан или деформирован. В реальной операции соединения микросборки золотой проволокой, обычно после 7000–9000 сварок, оператор будет сообщать о таких проблемах, как чрезмерная деформация паяных соединений или неполные паяные соединения, а срок службы клина намного меньше заводского номинального значения. 50 000 раз. В настоящее время, если оператор в частном порядке корректирует параметры сварки или методы сварки для получения лучшей морфологии паяного соединения, это приведет к образованию холодного паяного соединения. На рис. 2 показана морфология паяного соединения связующего клина из карбид-титанового сплава при тех же параметрах сварки и повторной сварке золотой проволокой на той же подложке, новом клине и после 3000, 6000, 9000, 12000, 14000 и 16000 сварок. Видно, что морфология паяного соединения нового клина хорошая, но она ухудшается после 9000 циклов сварки и не может соответствовать требованиям контроля после 16000 циклов сварки.
Причины и решения старения клина
1. Износ торца фрезы.
Во время процесса соединения проволоки сварка горячим прессованием оказывает давление с торцевой поверхности клина, в результате чего металл вывода и контактной площадки сжимается, создавая определенную взаимную пластическую деформацию и тесный контакт, а их молекулы диффундируют и прочно соединяются. Ультразвуковая сварка генерирует ультразвуковую энергию от преобразователя, вызывая вибрацию клина, создавая трение ультразвуковой частоты между выводом и металлом контактной площадки, удаляя оксидный слой на границе раздела и вызывая упругую деформацию. Оба эти принципа соединения приведут к напряжению торцевой поверхности клина, а конец клина будет изнашиваться после многократной сварки, что приведет к серьезной деформации паяного соединения. Обычные контактные площадки в процессе микросборки включают площадки для голой микросхемы, площадки для печатных плат, площадки для тонкопленочных плат, площадки для печатных плат LTCC и площадки для металлических коробок корпуса. В реальной эксплуатации износ торцевой поверхности лезвия более серьезен на сварочной поверхности с высокой твердостью и шероховатостью поверхности, например, износ подкладки металлической коробки корпуса более серьезен, чем другие накладки.
Кроме того, на износ торца режущей головки влияет и способ эксплуатации. Когда для операций склеивания используется ручное склеивающее оборудование, метод работы оказывает большее влияние на торцевую поверхность клина. Например, если руки оператора трясутся или прикладывают слишком большую силу во время сварки, износ торца режущей головки ускоряется. Это явление часто возникает, когда работают новички. При использовании автоматизированного оборудования для операций склеивания срок службы клина значительно увеличивается, поскольку рабочие параметры являются контролируемыми и стабильными. В процессе сварки проволоки износ торца режущей головки является естественной потерей и неизбежен. Единственный способ – избежать неправильной эксплуатации и уменьшить износ клина.
2. Режущая головка торцевой поверхности продукта
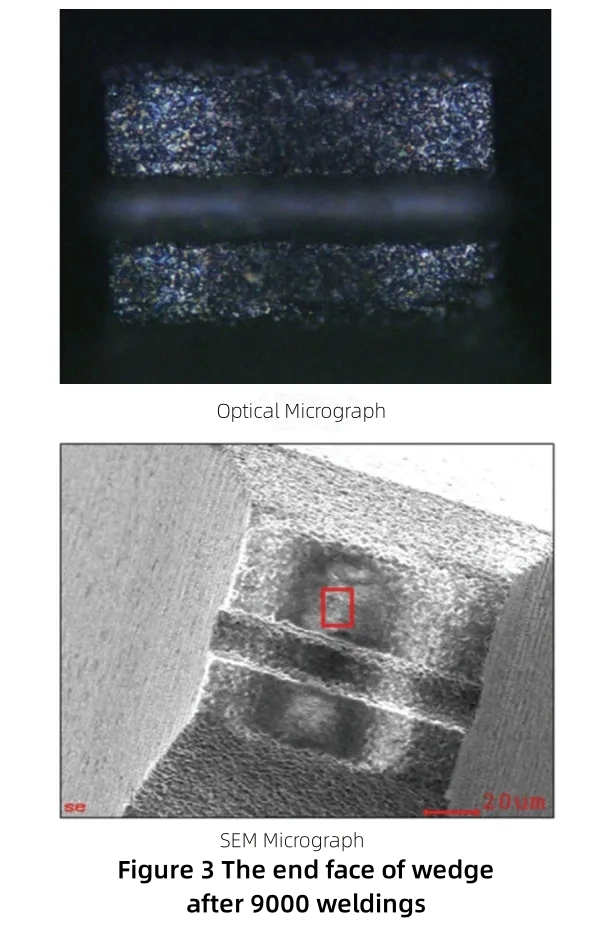
В реальной эксплуатации проволочного соединения было установлено, что срок службы некоторых клиньев значительно короче эмпирического. При микроскопическом наблюдении на торцевой поверхности клина не было обнаружено явного износа, но к торцевой поверхности был прикреплен слой пленки. На рис. 3 показаны оптическая микрофотография и микрофотография торца клина после 9000 сварок. Видно, что к торцу клина был прикреплен слой пленки, что повлияло на плоскостность торца клина и вызвало серьезную деформацию паяного соединения.
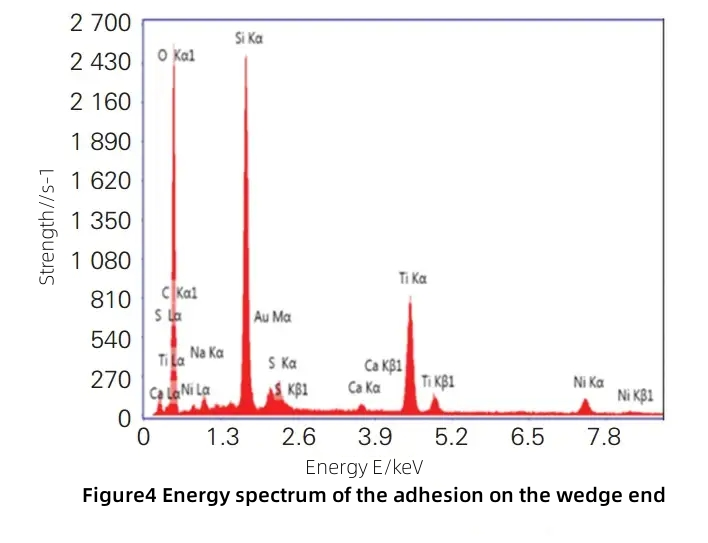
С помощью спектрального анализа EDX было обнаружено, что содержание кремния и кислорода в пленке на конце клина было высоким, как показано на рисунке 4. Предварительное заключение состоит в том, что кремний может происходить из чипов, выводов, подложек и т. д. Кремний В процессе сварки элемент постепенно диффундирует (или сплавляется) к клину и в течение длительного времени накапливается на торце клина, влияя на сварку.
Очистка клина
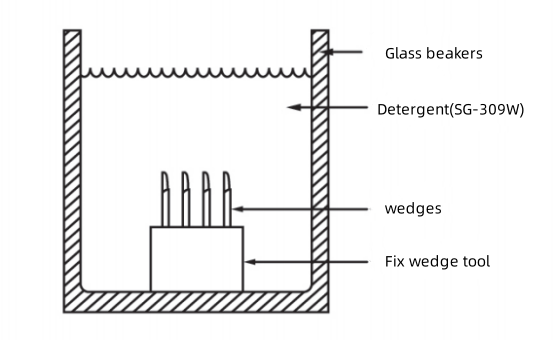
- Средство для очистки клина: SG-309W.
- Этапы очистки
①Подготовьте две емкости: одну с чистящим средством (глубина чистящего средства должна быть достаточной, чтобы покрыть клин), а другую с чистой водой;
②Положите клин в емкость с чистящим средством и замочите его на 20–30 секунд. В процессе замачивания удерживайте клин пинцетом и встряхивайте его взад и вперед 3–5 раз. После завершения замачивания немедленно опустите клин в чистую воду;
③ Поместите клин вертикально в приспособление (концом вверх) и вибрируйте его в ультразвуковой ванне, наполненной чистой водой, изопропиловым спиртом или этанолом, в течение 5 минут. Затем выньте клин и с помощью пневматического пистолета высушите поверхность и внутреннюю часть отверстия.
- Меры предосторожности
① В процессе работы возникает клиновидный кончик.
② Во время работы надевайте резиновые перчатки, чтобы избежать контакта с клином голыми руками.
③Чистящее средство не должно напрямую контактировать с кожей. При попадании на кожу немедленно промойте чистой водой.
явывод
Клин устанавливается на Wire Bonder и является важным инструментом для склеивания проводов микросборок. В этой статье рассматривается явление старения клина и выясняются две причины явления старения: износ торцевой поверхности клинового лезвия и образование соединений кремния и кислорода на торцевой поверхности клина. Износ торца клинового лезвия необратим. Образование торцевой поверхности клинового лезвия можно устранить методами очистки, чтобы клин можно было продолжать использовать до того, как он выйдет из строя из-за износа. Если вы хотите узнать больше о клине, напримерматериалы, структура и идеи выбора, пожалуйста, не стесняйтесьсвязаться с нами . Спасибо за просмотр.