

Şirket Haberleri










Yaşlanma olgusu ve kama temizleme yöntemleri
Kama yarı iletken paketleme işleminde tel bağlama için önemli bir araçtır. Bu makalede kama yaşlanması olgusu anlatılmaktadır. Çalışma, kama yaşlanmasının nedenlerinin kama bıçağı uç yüzünün aşınması ve bıçak uç yüzü ürününün etkisi olduğunu göstermektedir. Kamalı bıçağın uç yüzünün aşınması geri döndürülemez. Kama bıçağı uç yüzü ürünü temizleme yöntemleriyle çıkarılabilir, böylece kama aşınma nedeniyle bozulmadan kullanılmaya devam edilebilir.
Yapıştırma, entegre devre paketleme endüstrisindeki süreçlerden biridir. Çipi ve kurşun çerçeveyi bağlamak için altın tel, alüminyum tel veya altın ve alüminyum şeritler gibi metal teller kullanılır, böylece küçük çip harici devreye bağlanabilir. Farklı şekillerdeki kaynak yöntemlerine göre bilyeli bağlama ve kamalı bağlamaya ayrılır. İkisi tamamen farklı birinci kaynak noktalarına ve ikinci kaynak noktalarına sahiptir, dolayısıyla farklı mekansal özelliklere sahiptirler. Wedge bonding daha küçük bir uzamsal çalışma kapasitesine sahiptir, yüksek frekanslar arasındaki sinyal bozulmasını azaltır ve sinyal tutarlılığını daha iyi hale getirir. Aynı zamanda yüksek güçlü ürün kaynağına da uygundur. Gerekli alete yapıştırma kaması denir.
Kama yaşlanma fenomeni
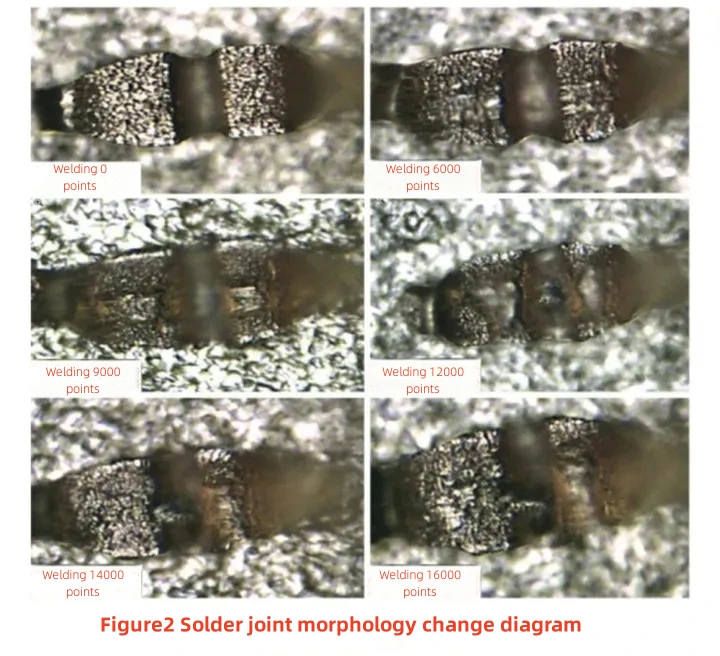
Yeni takozun uç yüzü temiz, pürüzsüz ve çatlak ve çukurlardan arındırılmış olmalıdır. Çoklu kaynaklamadan sonra, kama kirletici parçacıklara yapışacak ve kısmen hasar görecek, bu da kama yaşlanmasıyla sonuçlanacak ve bu da esas olarak lehim eklemi morfolojisinin bozulması, kurşun çekme kuvvetinin azalması ve ciddi durumlarda, kamanın aşınması ile kendini gösterecektir. tel kırılacak veya bükülecektir. Mikro montajlı altın tel bağlamanın fiili işleminde, genellikle 7000 ila 9000 kaynaktan sonra, operatör aşırı lehim bağlantısı deformasyonu veya eksik lehim bağlantıları gibi sorunları bildirecektir ve kamanın hizmet ömrü fabrikanın nominal değerinden çok daha azdır 50.000 kez. Bu sırada operatörün daha iyi bir lehim bağlantısı morfolojisi elde etmek için kaynak parametrelerini veya kaynak tekniklerini özel olarak ayarlaması halinde, soğuk lehim bağlantısına neden olacaktır. Şekil 2, aynı kaynak parametreleri ve aynı alt tabaka üzerinde tekrarlanan altın tel kaynağı, yeni bir kama ve 3000, 6000, 9000, 12000, 14000 ve 16000 kaynak sonrasında bir titanyum karbür alaşımlı bağlantı kamasının lehim bağlantı morfolojisini göstermektedir. Yeni takozun lehim bağlantı morfolojisinin iyi olduğu ancak 9.000 kaynak döngüsünden sonra bozulduğu ve 16.000 kaynak döngüsünden sonra muayene gereksinimlerini karşılayamadığı görülmektedir.
Kama yaşlanmasının nedenleri ve çözümleri
1. Kesicinin uç yüzünde aşınma
Tel bağlama işlemi sırasında, sıcak pres kaynağı, kamanın uç yüzünden basınç uygulayarak kurşun ve yastık metalinin belirli bir karşılıklı plastik deformasyon ve yakın temas oluşturacak şekilde sıkıştırılmasına ve moleküllerinin dağılmasına ve sıkı bir şekilde bağlanmasına neden olur. Ultrasonik kaynak, kamayı titreştirmek, kurşun ve yastık metali arasında ultrasonik frekans sürtünmesi oluşturmak, arayüzdeki oksit katmanını çıkarmak ve elastik deformasyona neden olmak için dönüştürücüden ultrasonik güç üretecektir. Bu bağlama ilkelerinin her ikisi de kamanın uç yüzünün gerilmesine neden olacak ve kamanın ucu birden fazla kaynak sonrasında aşınarak lehim bağlantısının ciddi şekilde deformasyonuna neden olacaktır. Mikro montaj işlemindeki yaygın bağlama pedleri arasında çıplak çip pedleri, baskılı devre kartı pedleri, ince film devre kartı pedleri, LTCC devre kartı pedleri ve paket metal kutu pedleri bulunur. Gerçek çalışmada, bıçağın uç yüzünün aşınması, kaynak yüzeyinde yüksek sertlik ve yüzey pürüzlülüğü ile daha ciddidir, örneğin paket metal kutu pedinin aşınması diğer pedlerden daha ciddidir.
Ayrıca kesici kafanın uç yüzünün aşınması da çalışma yönteminden etkilenir. Birleştirme işlemleri için manuel yapıştırma ekipmanı kullanıldığında, çalıştırma yönteminin kamanın uç yüzü üzerinde daha büyük bir etkisi vardır. Örneğin kaynak sırasında operatörün elleri titrer veya çok fazla kuvvet uygularsa kesici kafanın uç yüzünün aşınması hızlanacaktır. Bu fenomen genellikle acemiler çalışırken ortaya çıkar. Birleştirme işlemleri için otomatik ekipman kullanıldığında, çalışma parametreleri kontrol edilebilir ve son derece tutarlı olduğundan kamanın ömrü büyük ölçüde artacaktır. Tel bağlama işlemi sırasında kesici kafanın uç yüzünün aşınması doğal bir kayıptır ve kaçınılmazdır. Bunun tek yolu hatalı çalışmayı önlemek ve kamanın aşınmasını azaltmaktır.
2. Kesme kafası uç yüzey ürünü
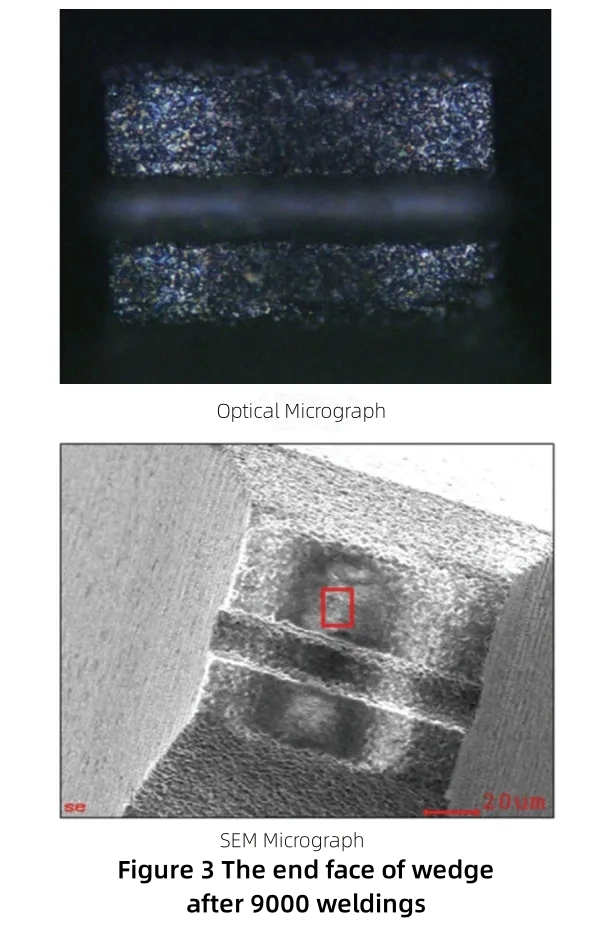
Tel bağlamanın fiili işletiminde, bazı takozların hizmet ömrünün ampirik ömürden çok daha kısa olduğu bulunmuştur. Mikroskobik gözlem sonucunda kamanın uç yüzünde belirgin bir aşınma bulunmadı ancak uç yüze bir film tabakası yapıştırıldı. Şekil 3'te bir kamanın uç yüzünün 9000 kaynak sonrası optik mikrografı ve SEM mikrografı gösterilmektedir. Kamanın uç yüzüne, kamanın uç yüzünün düzlüğünü etkileyen ve lehim bağlantısında ciddi deformasyona neden olan bir film tabakasının yapıştırıldığı görülebilir.
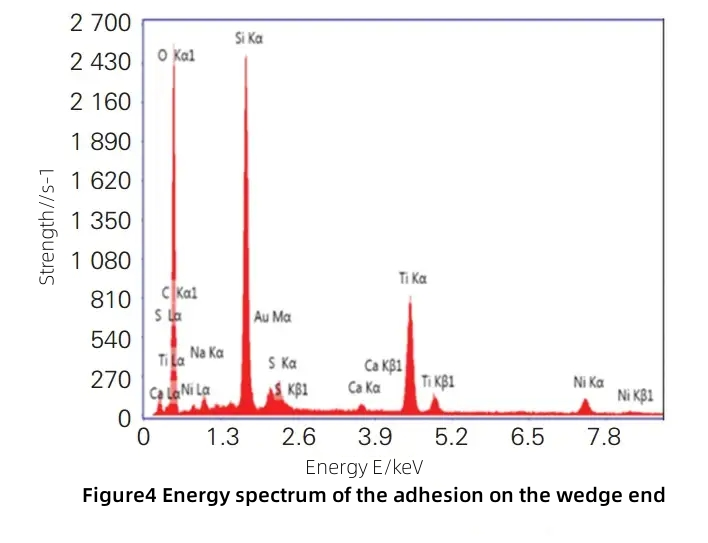
EDX spektrum analizi yoluyla, Şekil 4'te gösterildiği gibi, takozun ucundaki filmdeki silikon ve oksijen içeriğinin yüksek olduğu bulunmuştur. Ön karar, silikonun çiplerden, kurşunlardan ve alt tabakalardan vb. gelebileceği yönündedir. Silikon yapıştırma işlemi sırasında eleman kademeli olarak kamaya yayılır (veya kaynaşır) ve kamanın uç yüzünde uzun süre birikerek kaynağı etkiler.
Kama temizliği
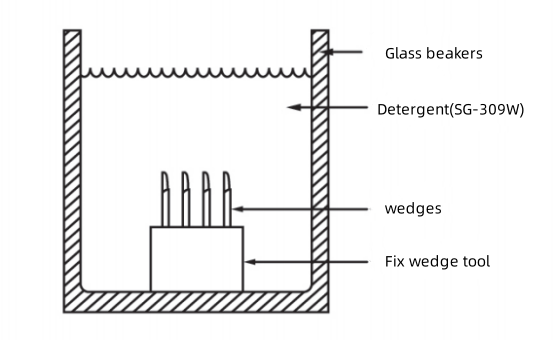
- Kama temizleme maddesi: SG-309W
- Temizleme adımları
①Biri temizlik maddesiyle doldurulmuş (temizlik maddesinin derinliği takozu kaplayacak kadar yeterli olmalıdır) ve diğeri temiz suyla doldurulmuş iki kap hazırlayın;
②Kamayı düz bir şekilde bir temizlik maddesi kabına koyun ve 20-30 saniye bekletin. Islatma işlemi sırasında takozu tutmak için cımbız kullanın ve 3-5 kez ileri geri sallayın. Islatma işlemi tamamlandıktan sonra kamayı hemen temiz suya koyun;
③ Takozu fikstürün içine dikey olarak yerleştirin (uç kısmı yukarı bakacak şekilde) ve temiz su, izopropil alkol veya etanol ile doldurulmuş ultrasonik banyoda 5 dakika boyunca titreştirin. Daha sonra takozu çıkarın ve bir hava tabancası kullanarak deliğin yüzeyini ve içini kurulayın.
- Önlemler
① Operasyon süreci bir kama ucuyla karşılaşıyor
② Çıplak elle kamayla teması önlemek için çalışma sırasında lastik eldiven giyin
③Temizlik maddesi ciltle doğrudan temas etmemelidir. Cilt ile teması halinde derhal temiz su ile yıkayınız.
BENsonuç
Takoz, Tel Bağlayıcıya monte edilir ve mikro montaj teli bağlama için önemli bir araçtır. Bu makale, kamanın yaşlanma olgusunu tanıtmakta ve yaşlanma olgusunun iki nedenini açıklığa kavuşturmaktadır: kama bıçağının uç yüzünün aşınması ve bıçağın uç yüzünde silikon ve oksijen bileşiklerinin oluşması. Kamalı bıçağın uç yüzünün aşınması geri döndürülemez. Kama bıçağının uç yüzünde oluşan oluşumlar temizleme yöntemleriyle giderilebilir, böylece kama aşınma nedeniyle bozulmadan kullanılmaya devam edilebilir. Kama hakkında daha fazla bilgi edinmek istiyorsanız, örneğinmalzemeler, yapı ve seçim fikirlerilütfen çekinmeyinbize Ulaşın . Göz attığınız için teşekkür ederiz.